|
|
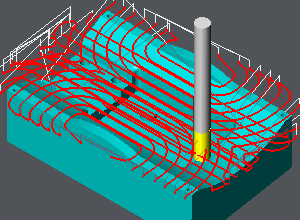
Das Schruppen besteht darin, das Maximum an Material zu entfernen, um der endgültigen Form vor der Schlichtphase so nahe wie möglich zu kommen. GO2cam wendet automatisch auf einen Festkörper einen Tasche Zyklus mit Z sukzessiven Inkrementen und Restmaterial Verwaltung an. |
Wichtige Punkte
|
|
Strategieparameter
|
Dialogbereich |
Parameter |
|
|
Werkzeugwegstrategie |
||
|
|
||
|
Begrenzung der Bearbeitung |
||
|
Hinterschnitt und Nachbearbeitung |
Hinterschnittbearbeitung |
|
|
Rohteilberechnung |
||
|
|
||
|
Zustellungsberechnung |
||
|
Zustellung Z |
|
|
|
Zulagen |
||
|
Liste der Höhen |
|
|
Bewegungsparameter
|
Dialogbereich |
Parameter |
|
|
Sicherheit |
||
|
Anfahren und Rückzug in Z |
||
|
|
||
|
Z Eintauchen |
||
|
|
||
|
Verwaltung von Eilgängen |
||
|
|
||
|
Sicherheit (in XY) |
XY Sicherheitsabstand |
Sicherheitsabst. WkzSchaft |
|
Verwaltung des Werkzeughalters |
|
|
Technologieparameter
|
Dialogbereich |
Parameter |
|
|
Schnittbedingungen |
Qualität |
Schnittgeschw. Vc |
|
Vorschub pro Zahn |
Spindeldrehrichtung |
|
|
Ebene |
Spindeldrehzahl n |
|
|
Vorschubeinheit |
||
|
Getriebestufe |
||
|
|
||
|
Werkzeugnummerierung |
Werkzeugnummer |
spezifische Nummer |
|
Korrekturregister Länge |
Korrekturregister Durchmesser |
|
|
Benutzerfelder |
Kommentar |
Überwachung |
|
Frässatz |
|
|

Optionen Parameter
|
Dialogbereich |
Parameter |
|
|
Verhalten an den Klemmen und Komponenten |
||
|
Sicherheitsbereich |
||
|
Werkzeugwegoptimierung |
Rest Zonen Toleranz |
|
|
|
||
|
Kurvenberechnung |
Auflösen in |
|
|
Werkzeugwegberechnung |
Zerlegung der Bögen der Verfahrwege |
Toleranz zur Zerlegung der Bögen |
|
Kühlung |
||