Diese Option wird in verschiedenen Bearbeitungszyklen mit unterschiedlichen Zwecken und Verhaltensweisen verwendet.
Bitte verwenden Sie die Baum auf der rechten Seite des Bildschirms.
Zyklus: millyuGO Tasche, Tasche Räumen (Stirnfräsen), Tasche, Tasche+Vorschlichten, Rest Tasche, Vorschlichten, Restschlichten, millyuGO, PAM, Schruppen Winkelparallel, Tasche - Fläche, Flachbereiche Schlichten, Vorschlichten -Form, Plunge Pocketing, Plunge Contouring
Definition für Standardzyklen
Wenn der Werkzeugweg nicht kontinuierlich ist, bietet GO2cam verschiedene Möglichkeiten zur Verwaltung der Bewegungen zwischen den Durchgängen. Die Bewegungen im Eilgang oder mit Fmax-Vorschub oder einem Verhältnis des Eilgang-Vorschubs können definiert werden. Hier sind die anzupassenden Parameter:
Bewegungen
|
|

|
Eilgang: Eilgangbewegungen werden ausgeführt. |
|
|

|
G1 Fmax: Die Bewegungen werden mit dem Fmax-Wert ausgeführt, der in der Maschinendatei definiert ist. |
|
|

|
G0/G1 Fmax: Wir modulieren den Vorschub entsprechend dem Parameter Eilgang/Fmax %. |
Fmax Sicherheitsabstand
Es ist der Rückzugsabstand.
Eilgang/Fmax %
|
Wert = 0
Die Bewegung erfolgt im Vorschub mit dem maximal verfügbaren Wert.
|
|
|
0 < Wert < 1
Einige Bewegungen erfolgen im Vorschub mit dem maximal verfügbaren Wert.
|
|
|
Wert = 1 Die Bewegungen werden alle im Eilgang ausgeführt. |
|
Zyklus : Taschen Tauchbearbeitung, Kontur Tauchbearbeitung
Definition für Taschen Tauchbearbeitung, Kontur Tauchbearbeitung
Verwaltung der Eilgangbewegungen zwischen XY-Durchgängen und Definition der Vorschubwerte. Die zu verwendenden Vorschubwerte werden auf der Seite 'Technologie' definiert. Der Fmax-Wert ist in der Maschinendatei definiert. Er kann im Tab 'Generell' definiert werden.
In der Strategie gibt es drei Optionen:
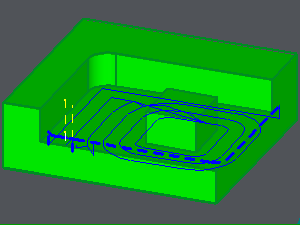
Eilgang |
|
Es wird kein Pfad auf dem Bildschirm von GO2cam angezeigt. |
|
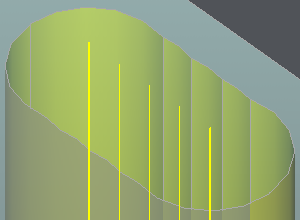
G00 wird bei jeder Bewegung zwischen 2 Durchgängen programmiert. |
|
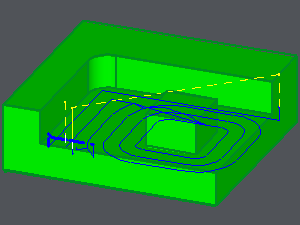
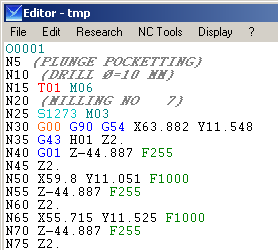
G1 Fmax |
|
Der angezeigte Pfad ist transparent. |
|
G01 wird für jede Bewegung zwischen 2 Durchgängen programmiert. Das in der Maschinendatei definierte Fmax ist F1000. |
|
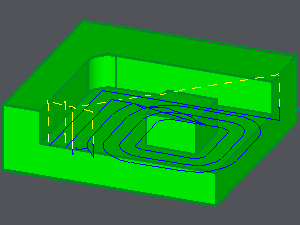
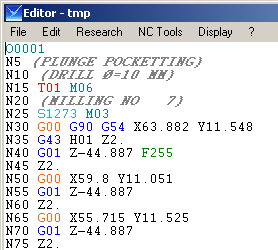
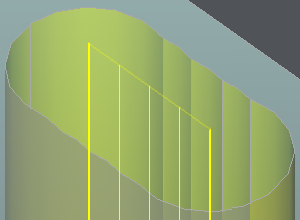
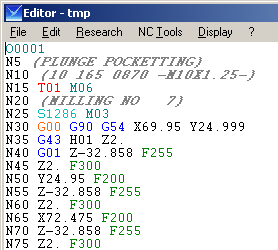
G1 Vorschub |
|
Der angezeigte Pfad ist voll. |
|
G01 wird für jede Bewegung zwischen zwei Durchgängen programmiert. Die Vorschubwerte werden auf der Seite 'Technologie' des Zyklus gelesen. Verwenden Sie die Rückkehr (in Z) und Rückzug (in XY) Vorschübe, in unserem Beispiel F300 bzw. F200. Verwenden Sie auch den allgemeinen Vorschub für jede G1-Bewegung (hier F255). Stellen Sie dazu die Rückkehr- und Rückzugsvorschübe auf 0. |
|