Zyklus :
Alle Standardzyklen außer: UPG-Tasche, UPG-Raümen, Interpolation Zyklus
Alle automatischen Formzyklen außer: PAM, Schlichten Flächenübergreifend
Definition
Die Bearbeitungsrichtung ist die Wahl zwischen Gleichlauf und Gegenlauf.
Englische Terminologie: Gleichlauf / Gegenlauf ist auch bekannt als Climb / Conventional Cutting
Erinnerung
Gleichlauf und Gegenlauffräsen Konvention:
-
Der Vorschub erfolgt am Werkstück
-
Die Werkzeugdrehung erfolgt im Uhrzeigersinn (M03)
|
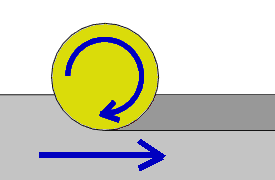
Gleichlauffräsen : Werkzeugdrehung in die gleiche Richtung wie der Vorschub. Vergleich:
|
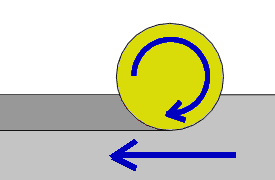
Gegenlauffräsen : Werkzeugdrehung entgegengesetzt zum Vorschub. Vergleich:
|
|
|
Erzwungen & Optimiert
-
Erzwungen bedeutet, dass alle Werkzeugwege die Bearbeitungsrichtung absolut respektieren.
-
Optimiert respektiert diese Wahl ebenfalls, gibt dem Werkzeugweg aber die Möglichkeit, die Richtung bei Bedarf zu ändern.
Die vier Iterationen für die Bearbeitungsrichtung sind wie folgt:
|
|
Gleichlauf + Erzwungen |
|
|
Gleichlauf + Optimiert |
|
|
Gegenlauf + Erzwungen |
|
|
Gegenlauf + Optimiert |
Sonderfall
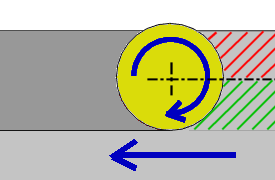
Wenn das Werkzeug in vollem Material arbeitet, oder genauer gesagt mit einer Überlappung > 50 % des Werkzeugdurchmessers, ist die Bearbeitung gleichzeitig Gleichlauf und Gegenlauf .
|
In Grün der Bereich, in dem das Werkzeug Gleichlauf arbeitet, in Rot der Bereich, in dem das Werkzeug Gegenlauf arbeitet. Diese Situation tritt bei Operationen wie Schruppen/Nachbearbeiten und Tasche auf. Wenn der Parameter beispielsweise auf Gleichlauf/Erzwungen eingestellt ist, kann er nicht vollständig eingehalten werden, wenn das Werkzeug in vollem Material arbeitet. Gehen Sie nicht davon aus, dass die Software in dieser Art von Situation falsch handelt. |
|