Zyklus : Schlichten Flächenübergreifend, Tasche, Tasche+Vorschlichten, Rest Tasche, Schrupp und Restschruppen, Schruppen Winkelparallel, Tasche - Form, Flachbereiche Schlichten
|
|
Sehen Sie sich ein Video am Ende der Seite an: hier klicken |
Wenn die Schnittbedingungen für das Werkzeug ungünstig sind, Volle Schnittbreite oder hoher Vorschub, bietet GO2cam zwei Lösungen:
|
|
Vorschubreduzierung : Möglichkeit, die Reduzierung des Vorschubs in Bezug auf den Überlappungswert zu programmieren. |
|
|
Trochoidales Fräsen : Trochoidale Bewegungen werden in kritischen Bereichen in Bezug auf den Überlappungswert definiert. |
Vorschubreduzierung
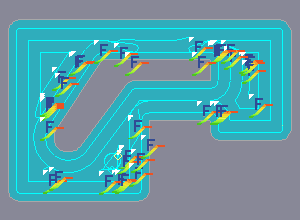
HSM-Modus, der es ermöglicht, den Vorschub in einigen Bereichen zu modulieren. Diese Bereiche sind diejenigen, in denen der Überlappungs-% überschritten wird. Dies geschieht insbesondere, wenn das Werkzeug in vollem Material und zwischen zwei XY-Durchgängen bearbeitet.
|
|
Jeder Ort, an dem der Vorschub reduziert wird, wird mit diesem Symbol gekennzeichnet. |
So definieren Sie eine Vorschubmodulation:
a. Behandle Maxi Stepover
Parameter: wählen
Vorschubreduzierung
.
b. Koeff. der Vorschubreduktion
: Dies ist der Wert, der angewendet wird, wenn es ratsam ist, den Vorschub zu reduzieren. Dieser Wert liegt zwischen
0
und
1
und wird gemäß dem Wert auf der Technologieseite definiert. Zum Beispiel
0.5
ist die Hälfte dieses Wertes.
c. Maxi stepover coef
: Toleranz, um die Reduzierung zu erzeugen oder nicht, Wert zwischen
0
und
1
. Je größer der Wert ist, desto mehr Bereiche sind betroffen.
|
Maxi Overlap % = 0.3 |
Maxi Overlap % = 0.9 |
|
|
Trochoidales Fräsen
Trochoidales Fräsen besteht darin, aufeinanderfolgende "Scheiben" Material mit helixförmigen Durchgängen zu entfernen. Die Haupteigenschaften sind die Schnitttiefe (10 bis 20 mm) und der ungewöhnliche Rundungs-Werkzeugweg.
Dieser Bearbeitungsmodus ermöglicht es, die Leistung Ihrer Maschine zu optimieren, indem hohe Spindeldrehzahl und Vorschübe verwendet werden. Die Programmierung von Trochoidal verringert die Bearbeitungszeit erheblich, bis zu 40%.

|
In GO2cam können Sie nicht nur das automatische trochoidale Fräsen programmieren, sondern auch die Bereiche anpassen, in denen es nützlich ist oder nicht! |
Geben Sie die Maxi stepover coef ein, es hat zwei Funktionen:
-
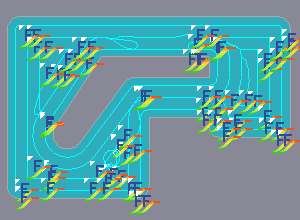
Wenn Maxi stepover coef größer als Stepover (Tool ratio) ist, werden trochoidale Bewegungen nicht überall, sondern nur an den Ecken programmiert. Andernfalls wird der gesamte Werkzeugweg mit trochoidalen Bewegungen ausgeführt.
-
Der Maxi stepover coef bestimmt die Größe der trochoidalen Schleifen.
Ein Werkzeugdurchmesser ist 4 mm , Maxi stepover coef ist 0.2 (20%): Der trochoidale Radius ist 0.4 mm.
|
Stepover ist 0.75 und Maxi stepover coef ist 0.5 Werkzeugdurchmesser = 4 mm Trochoidaler Radius = 2 mm |
Stepover ist 0.75 und Maxi stepover coef ist 0.9 Werkzeugdurchmesser = 4 mm Trochoidaler Radius = 3.6 mm |
|

|