|
|
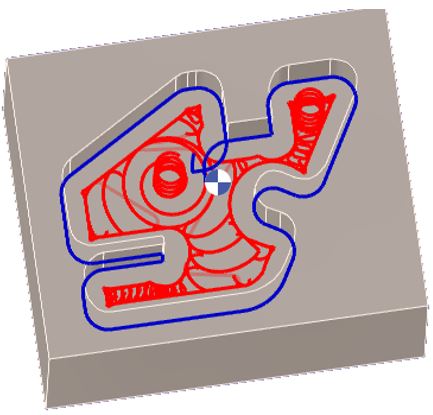
PAM ist ein Schrupp-Werkzeugweg, der die Schlichtoperation vorwegnimmt, um einen konstanten Eingriffswinkel beim Schlichten zu gewährleisten. |
Entdecken Sie die Vorteile und Patentinformationen, indem Sie auf hier .
Wichtige Punkte
|
|
Strategieparameter
|
Dialogbereich |
Parameter |
|
|
Werkzeugwegstrategie |
Maxi Dicke (h) |
Reinigungsbereich |
|
Art der Reinigung |
Restdicke |
|
|
Radien an der Kontur |
||
|
Vorbereitung des Schlichtens |
||
|
Hinterschnitt und Nachbearbeitung |
Hinterschnittbearbeitung |
|
|
Rohteilberechnung |
||
|
|
||
|
Begrenzung der Bearbeitung |
||
|
|
||
|
Zustellungsberechnung |
||
|
Z Zustellung |
|
|
|
Zulagen |
||
|
|
||
Bewegungsparameter
|
Dialogbereich |
Parameter |
|
|
Sicherheit (in Z) |
||
|
Anfahren und Rückzug in Z |
||
|
|
||
|
Z Eintauchen |
||
|
|
||
|
Verwaltung der Eilgänge |
||
|
|
||
|
Sicherheit (in XY) |
XY Sicherheitsabstand |
SD/Werkzeugschaft |
|
Verwaltung des Werkzeughalters |
|
|
Technologieparameter
|
Dialogbereich |
Parameter |
|
|
Schnittbedingungen |
Qualität |
Schnittgesch. Vc |
|
Vorschub pro Zahn |
Spindeldrehrichtung |
|
|
Ebene |
Spindeldrehzahl |
|
|
Vorschubeinheit |
||
|
Drehzahl beim Eintauchen |
Getriebestufe |
|
|
Werkzeugnummerierung |
Werkzeugnummer |
spezifische Nummer |
|
Korrekturregister Länge |
Korrekturregister Durchmesser |
|
|
Benutzerfelder |
Kommentar |
Überwachung |
|
Frässatz |
|
|

Optionsparameter
|
Dialogbereich |
Parameter |
|
|
Verhalten an den Klemmen und Komponenten |
||
|
Sicherheitsbereich |
||
|
Werkzeugwegoptimierung |
Rest Zonen Toleranz |
Vorschubanpassung |
|
Kurvenberechnung |
Auflösen in |
|
|
Werkzeugwegberechnung |
Zerlegung der Bögen der Verfahrwege |
Bögen Zerlegung Toleranz |