|
|
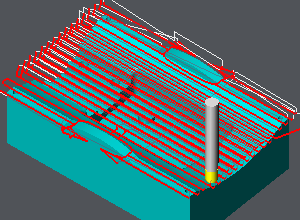
Automatisch auf einem Volumen einen Schlichten Flächenübergreifend Zyklus mit Z sukzessiven Inkrementen und Restaufmaß Management anwenden. |
Eckpunkte
|
|
Strategieparameter
|
Dialogbereich |
Parameter |
|
|
Werkzeugwegstrategie |
||
|
Begrenzung der Bearbeitung |
||
|
Schlichten Flächenübergreifend |
||
|
Restschlichten |
||
|
|
||
|
Rohteil neuberechnen |
Schruppen Rohteil |
|
|
Überlappung berechnen |
||
|
Zustellung |
|
|
|
Aufmaße |
||
|
Liste der Höhen |
|
|
Bewegungsparameter
|
Dialogbereich |
Parameter |
|
|
Sicherheitsabst. Z |
||
|
An- und Abfahren in Z |
||
|
|
||
|
Z Eintauchabstand am unteren Radius |
||
|
|
||
|
Eilgang Management |
||
|
|
||
|
Sicherheit (in XY) |
XY Sicherheitsabstand |
Sicherheitsabst. WkzSchaft |
|
Werkzeughalter Management |
|
|
Technologieparameter
|
Dialogbereich |
Parameter |
|
|
Schnittgeschwindigkeit |
Qualität |
Schnittgesch. Vc |
|
Vorschub pro Zahn |
Spindeldrehrichtung |
|
|
Ebene |
Spindeldrehzahl n |
|
|
Vorschubeinheit |
||
|
Getriebestufe |
||
|
|
||
|
Werkzeugnummerierung |
Werkzeugnummer |
spezifische Nummer |
|
Korrekturregister Länge |
Korrekturregister Durchmesser |
|
|
Benutzerfelder |
Kommentar |
Überwachung |
|
Frässatz |
|
|

Optionen Parameter
|
Dialogbereich |
Parameter |
|
|
Verhalten an den Spannern und Komponenten |
||
|
Sicherheitsbereich |
||
|
Werkzeugwegoptimierung |
Rest Zonen Toleranz |
|
|
Splines Berechnung |
Auflösen in |
|
|
Werkzeugwegberechnung |
Bögen der Verfahrwege zerlegen |
Toleranz zur Zerlegung der Bögen |