|
Zyklen: millyuGO Tasche, Tasche, Tasche + Kontur, Stirnseite Tasche, Rest Tasche, millyuGO, PAM |
Z-Schritt (Ap)
Dies ist der Z-Inkrement zwischen zwei Durchgängen. Er entspricht dem Schnitt der Gesamttiefe. Wenn die inkrementelle Tiefe größer als die maximale Zustellung des Werkzeugs ist, erscheint eine Warnmeldung.
Wenn der Wert auf 0 setzen ist, hat der Werkzeugweg nur einen Durchgang, der am Boden der Form (auf der Bodenhöhe ).
durchgeführt wird. In diesem Fall sind die anderen Optionen im Bereich "Berechnung der Z-Schritte" nutzlos.
|
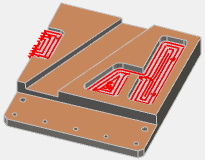
Beispielsweise legen Sie den Z-Schritt auf 0 :
|
|
|
Stirnseite Z0 bearbeiten |
2. Fläche Z-15 bearbeiten |
3. Fläche Z-8 bearbeiten |
|
|
|
Durchgang
Verwaltung der Durchgänge entsprechend der Untertaschen und Inseln der Tasche. Sie können die Durchgänge an die verschiedenen Höhen der Tasche anpassen oder den Inkrement beibehalten und dann die Inseln und Taschenböden nacharbeiten. Eine dritte Option ermöglicht es, einen Nachbearbeitungsdurchgang nach dem Schruppen der Tasche zu programmieren.
Es stehen drei Optionen zur Verfügung, die Nachbearbeitungsparameter sind je nach gewählter Option verfügbar oder nicht.

|
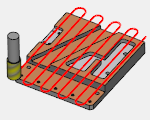
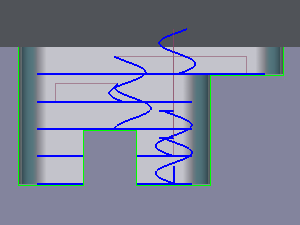
Der Durchgang wird angepasst : das Durchgangsinkrement wird angepasst, um die Bearbeitung der Oberseite von Inseln und des Bodens der Tasche und Untertaschen zu ermöglichen. |
|

|

|
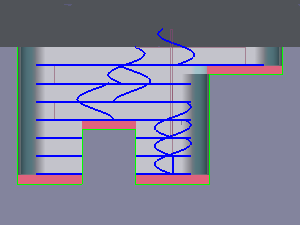
Der Durchgang ist konstant : das Inkrement wird eingehalten, ein Insel- und Boden-Nachbearbeitungsdurchgang kann programmiert werden. |

|
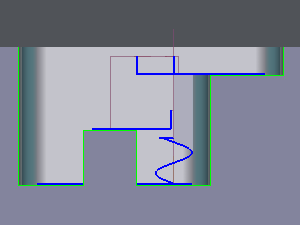
Es gibt Restmaterial : die Tasche wurde vorher geschruppt, nur die Oberseite der Inseln und der Boden der Taschen werden bearbeitet. |
|
a. Der Durchgang wird angepasstGO2cam optimiert den Inkrementwert, um die Oberseite der Inseln und den Boden der Taschen zu bearbeiten. Folglich ist der Durchgang nicht konstant und die Tasche wird vollständig bearbeitet. GO2cam programmiert niemals einen Durchgang, der größer ist als das in der Strategie eingegebene Inkrement. |
|
b. Der Durchgang ist konstant
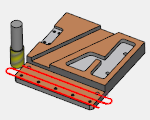
Das Durchgangsinkrement wird unabhängig von der Form der Tasche eingehalten. Wenn die Oberseite der Inseln und der Boden der Taschen nicht einem Durchgangswert entsprechen, werden sie nicht bearbeitet. Siehe Beispiel unten, die roten Bereiche werden nicht bearbeitet.
Wenn Sie diese Option wählen, erscheinen zwei Parameter in der Strategie, Insel Nachbearbeitung und Boden Nachbearbeitung. Die Auswahl von Ja ermöglicht es, einen a Nachbearbeitungsdurchgang insbesondere für den Boden von Untertaschen und die Oberseite von Inseln zu programmieren.
|
Sonderfall : bei konischen Seiten können Sie einen Rest (Stufenreduktion) Durchgang programmieren, der nach dem Schruppen der Tasche mit einer aufwärts Bewegung durchgeführt wird. |
|
Keine Nachbearbeitung |
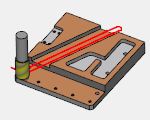
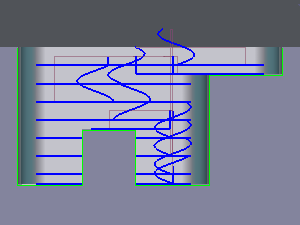
Mit Insel- und Boden-Nachbearbeitung |
|
|
c. RestmaterialWählen Sie diese Option, wenn Sie einen bestimmten Durchgang zum Nacharbeiten der Bereiche programmieren möchten. Der Vorteil ist, dass Sie für diesen Nachbearbeitungsdurchgang das Werkzeug oder einen beliebigen Parameter ändern können. Geben Sie die Dicke des zu bearbeitenden Materials ein. Wählen Sie aus, ob Sie die Oberseite der Insel oder den Boden der Tasche oder beides nacharbeiten möchten. Wenn Sie keine dieser Optionen wählen, hat der Zyklus kein zu bearbeitendes Material und wird in die Warteschlange gestellt. |
|
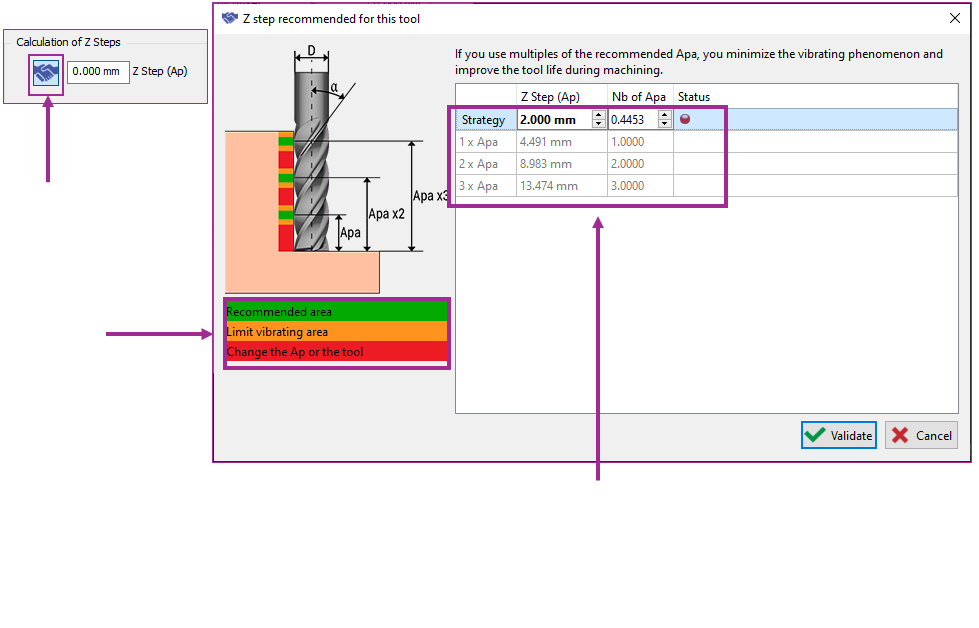
Spezifisch für millyuGO
Calculation of Z steps(Ap)
Der Apa wird berechnet nach:
Sie können auch direkt klicken Sie auf Apa aus der Tabelle übernehmen: der Wert wird in der Strategie angewendet. |
|
|
|