|
|
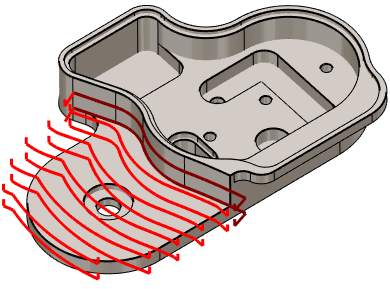
Dieser Zyklus wird verwendet, um die Tasche vorzuräumen und dann die Flanken mit einer Konturbearbeitung mit Kompensation zu bearbeiten. Die Bearbeitung erfolgt Z-Zustellung für Z-Zustellung, sie zielt auf die Bearbeitung von Taschen mit sehr dünnen Stegen und genauen Teilen ab. Die Tasche und die Konturbearbeitung werden mit demselben Werkzeug durchgeführt. Klassischer Prozess für die Taschenbearbeitung: Tasche + Vorschlichten (oder Tasche) + Rest Tasche (oder Restschlichten) + vielleicht Vorschlichten . |
Wichtige Punkte
|
|
Strategieparameter
|
Dialogbereich |
Parameter |
|
|
Taschenstrategie |
||
|
Vorschlichten |
||
|
Schlicht Überlappung |
||
|
Berechnung der Z-Zustellungen |
||
|
Überlappungsberechnung |
||
|
|
||
|
Aufmaße setzen |
||
|
Erweiterung |
||
Bewegungsparameter
|
Dialogbereich |
Parameter |
|
|
Sicherheit (in Z) |
||
|
Anfahrt und Rückzug in Z |
||
|
|
||
|
Z Eintauchen |
||
|
|
||
|
Management von Eilgängen |
||
|
|
||
|
Sicherheit (in XY) |
XY Sicherheitsabstand |
|
Technologieparameter
|
Dialogbereich |
Parameter |
|
|
Schnittgeschwindigkeit |
Qualität |
Schnittgesch. Vc |
|
Vorschub pro Zahn |
Spindeldrehrichtung |
|
|
Spindeldrehzahl n |
Vorschubeinheit |
|
|
Z Eintauchvorschub |
||
|
Schlichtvorschub |
Getriebestufe |
|
|
Werkzeugnummerierung |
Werkzeugnummer |
spezifische Nummer |
|
Korrekturregister Länge |
Korrekturregister Durchmesser |
|
|
Benutzerfelder |
Kommentar |
Überwachung |
|
Fräsen Set |
|
|

Anpassen der Operationsliste
|
Dialogbereich |
Parameter |
|
|
Verhalten an den Spannmitteln und Komponenten |
||
|
Sicherheitsbereich |
||
|
Werkzeugwegoptimierung |
||
|
|
||
|
Kurvenberechnung |
Oberfl.Genauigkeit |
|
|
|
||
|
|
||