|
|
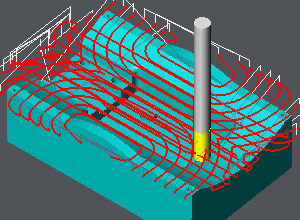
황삭은 정삭 단계 전에 최종 형상에 최대한 가깝게 하기 위해 최대 재료를 제거하는 것으로 구성됩니다. GO2cam은 솔리드에 포켓 Z 연속 증가 및 잔여 재료 관리를 통해 자동으로 사이클을 적용합니다. |
주요 포인트
|
|
전략 매개변수
|
대화 영역 |
매개변수 |
|
|
공구 경로 전략 |
||
|
|
||
|
가공 제한 |
||
|
언더컷 및 재작업 |
언더컷 가공 |
|
|
재고 계산 |
||
|
|
||
|
스텝오버 계산 |
||
|
Z 단계 |
|
|
|
허용량 |
||
|
고도 목록 |
|
|
이동 매개변수
|
대화 영역 |
매개변수 |
|
|
안전 |
||
|
Z로 접근 및 복귀 |
||
|
|
||
|
Z 플런지 |
||
|
|
||
|
급속 관리 |
||
|
|
||
|
안전(XY에서) |
XY 안전 거리 |
SD/공구 생크 |
|
공구 홀더 관리 |
|
|
기술 매개변수
|
대화 영역 |
매개변수 |
|
|
절삭 조건 |
품질 |
절삭 속도 |
|
이송 속도/이빨 |
스핀들 방향 |
|
|
레벨 |
스핀들 속도 |
|
|
이송 속도 |
||
|
Sp. 속도 범위 |
||
|
|
||
|
공구 번호 매기기 |
공구 번호 |
특정 번호 |
|
길이 보상 번호 |
직경 보상 Nb |
|
|
사용자 필드 |
주석 |
제어 장치 |
|
밀링 세트 |
|
|

옵션 매개변수
|
대화 영역 |
매개변수 |
|
|
클램프 및 구성 요소 동작 |
||
|
안전 영역 |
||
|
공구 경로 최적화 |
재작업 영역 공차 |
|
|
|
||
|
곡선 계산 |
곡선 분할 |
|
|
공구 경로 계산 |
공구 경로 아크 분해 |
아크 분해 공차 |
|
냉각 |
||