이 옵션은 여러 가공 사이클에서 다양한 목적과 동작으로 사용됩니다.
를 사용하십시오. 트리 화면 오른쪽.
사이클: millyuGO pocket, Facing Pocket, Pocket, Pocket+Contour, Pocket rework, Finish Contour, Finish Reworking, millyuGO, PAM, Facing Roughing, Pocket - Face, Flat Face Finish, Finish Contour -Shape, Plunge Pocketing, Plunge Contouring
표준 사이클 정의
공구 경로가 연속되지 않으면 GO2cam은 패스 사이의 동작을 관리할 수 있는 몇 가지 가능성을 제공합니다. 급속 또는 Fmax 이송 속도 또는 급속 이송 속도의 비율로 동작을 정의할 수 있습니다. 조정할 매개변수는 다음과 같습니다.
동작
|
|

|
급속: 급속 동작이 수행됩니다. |
|
|

|
G1 Fmax: 동작은 기계 파일에 정의된 Fmax 값으로 수행됩니다. |
|
|

|
G0/G1 Fmax: Rapid/Fmax % 매개변수에 따라 이송 속도를 조절합니다. |
Fmax 안전 거리
후퇴 거리입니다.
Rapid/Fmax %
|
값 = 0
이동은 사용 가능한 최대 값으로 이송 속도로 수행됩니다.
|
|
|
0 < 값 < 1
일부 이동은 사용 가능한 최대 값으로 이송 속도로 수행됩니다.
|
|
|
값 = 1 모든 움직임은 급속으로 수행됩니다. |
|
사이클 : Plunge Pocketing, Plunge Contouring
Plunge Pocketing, Plunge Contouring 정의
XY 패스 사이의 급속 동작 관리 및 이송 속도 값 정의. 사용될 이송 속도 값은 'Technology' 페이지에 정의되어 있습니다. Fmax 값은 기계 파일에 정의되어 있습니다. 'General' 탭에서 정의할 수 있습니다.
전략에는 세 가지 옵션이 있습니다.
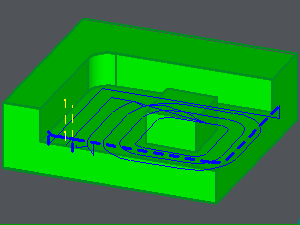
급속 |
|
GO2cam 화면에 표시되는 경로는 없습니다. |
|
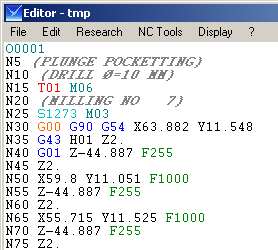
G00은 2개의 패스 사이의 각 동작에서 프로그래밍됩니다. |

|
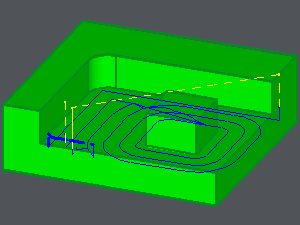
G1 Fmax |
|
표시된 경로는 투명합니다. |
|
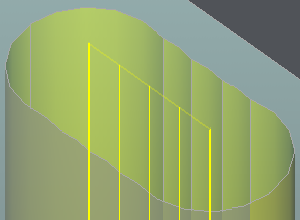
G01은 2개의 패스 사이의 각 동작에 대해 프로그래밍됩니다. 기계 파일에 정의된 Fmax는 F1000입니다. |
|
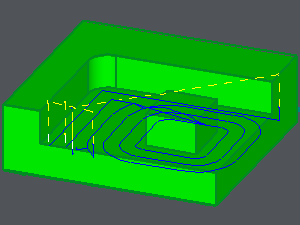
G1 이송 속도 |
|
표시된 경로는 가득 찼습니다. |
|
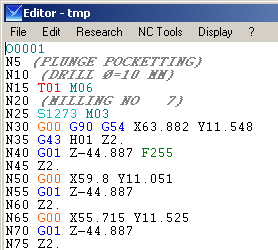
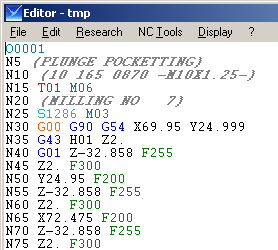
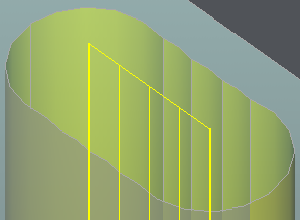
G01은 두 패스 사이의 각 동작에 대해 프로그래밍됩니다. 이송 속도 값은 사이클의 'Technology' 페이지에서 읽습니다. 를 사용하십시오. 반환 (Z) 및 후퇴 (XY) 이송 속도, 예제에서 각각 F300 및 F200. 또한 각 G1 동작에 대한 일반 이송 속도를 사용합니다(여기서는 F255). 이를 위해 반환 및 후퇴 이송 속도를 0으로 설정합니다. |
|