|
|
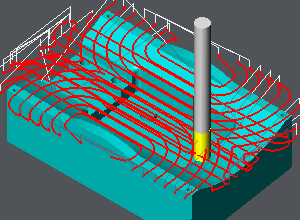
L'ébauche consiste à enlever le maximum de matière pour être au plus près de la forme finale avant l'étape de finition. GO2cam applique automatiquement sur un solide un poche cycle avec incréments Z successifs et gestion de la matière restante . |
Points clés
|
|
Paramètres de stratégie
|
Zone de dialogue |
Paramètres |
|
|
Stratégie de trajectoire |
||
|
|
||
|
Limitation de l'usinage |
||
|
Contredépouilles et Reprise |
Usinage contre dépouille |
|
|
Calcul du brut |
||
|
|
||
|
Calcul du recouvrement |
||
|
Pas en Z |
|
|
|
Surépaisseurs |
||
|
Liste des altitudes |
|
|
Paramètres de mouvement
|
Zone de dialogue |
Paramètres |
|
|
Sécurité |
||
|
Approche et retour en Z |
||
|
|
||
|
Plongée Z |
||
|
|
||
|
Gestion des rapides |
||
|
|
||
|
Sécurité (en XY) |
Dist sécu XY |
SD/ Queue outil |
|
Gestion du porte-outil |
|
|
Paramètres de technologie
|
Zone de dialogue |
Paramètres |
|
|
Conditions de coupe |
Qualité |
Vitesse de coupe |
|
Avance par dent |
Sens de rotation |
|
|
Niveau |
Vitesse rotation |
|
|
Avance |
||
|
Numéro de gamme |
||
|
|
||
|
Numérotation des outils |
Numéro d'outil |
Numéro spécifique |
|
N° correcteur longueur |
N° correcteur diamètre |
|
|
Champs utilisateurs |
Commentaire |
Moyen de contrôle |
|
Réglage fraisage |
|
|

Paramètres des options
|
Zone de dialogue |
Paramètres |
|
|
Comportement sur les brides et composants |
||
|
Zone de sécurité |
||
|
Optimisation du trajet |
Tolérance zone de reprise |
|
|
|
||
|
Calcul des courbes |
Pas de segmentation |
|
|
Calcul du trajet |
Décomposition des arcs du trajet |
Tolérance de découpe des arcs |
|
Refroidissement |
||