Cette option est utilisée dans plusieurs cycles d'usinage, avec des objectifs et des comportements différents.
Veuillez utiliser le arbre sur le côté droit de l'écran.
Cycle: Poche millyuGO, Poche balayage, Poche, Poche+Finition, Reprise poche, Contour Finition, Reprise Finition, millyuGO, PAM, Balayage ébauche, Poche - Face, Fini face plane, Contour Finition -Forme, Plunge Pocketing, Plunge Contouring
Définition pour les cycles standard
Lorsque le trajet n'est pas continu, GO2cam offre plusieurs possibilités pour gérer les mouvements entre les passes. Les mouvements en rapide ou en avance Fmax ou un ratio de l'avance rapide peuvent être définis. Voici les paramètres à ajuster:
Mouvements
|
|

|
Rapide: les mouvements rapides sont effectués. |
|
|

|
G1 Fmax: les mouvements sont effectués avec la valeur Fmax, qui est définie dans le fichier machine. |
|
|

|
G0/G1 Fmax: nous modulons l'avance en fonction du paramètre Rapide/Fmax %. |
Dist sécu Fmax
C'est la distance de retrait.
% rapide/Fmax
|
Valeur = 0
Le mouvement est effectué en avance avec la valeur maximale disponible.
|
|
|
0 < Valeur < 1
Certains mouvements sont effectués en avance avec la valeur maximale disponible.
|
|
|
Valeur = 1 Les mouvements sont tous effectués en rapide. |
|
Cycle : Tréflage poche, Cycle de tréflage contour
Définition pour Tréflage poche, Cycle de tréflage contour
Gestion des mouvements rapides entre les passes XY et définition des valeurs d'avance. Les valeurs d'avance qui seront prises sont définies dans la page 'Technologie'. La valeur Fmax est définie dans le fichier machine. Elle peut être définie dans l'onglet 'Général'.
Dans la stratégie, il existe trois options:
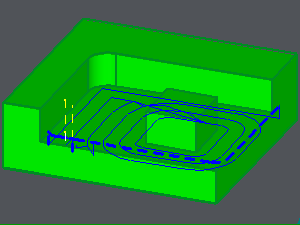
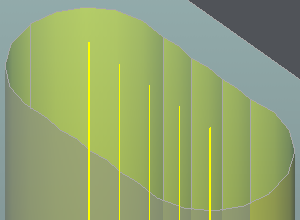
Rapide |
|
Il n'y a pas de trajet affiché sur l'écran de GO2cam. |
|
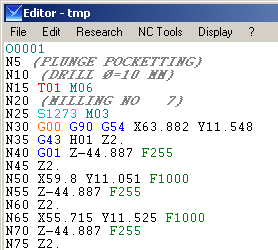
G00 est programmé à chaque mouvement entre 2 passes. |
|
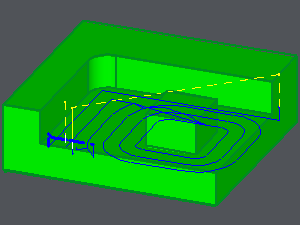
G1 Fmax |
|
Le trajet affiché est transparent. |
|
G01 est programmé pour chaque mouvement entre 2 passes. Le Fmax défini dans le fichier machine est F1000. |
|
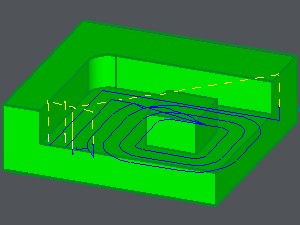
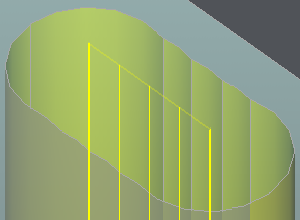
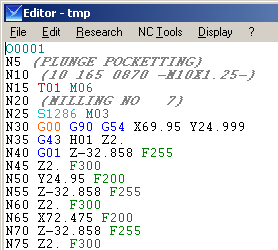
Avance G1 |
|
Le trajet affiché est plein. |
|
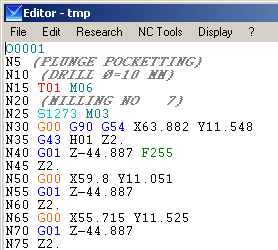
G01 est programmé pour chaque mouvement entre deux passes. Les valeurs d'avance sont lues dans la page 'Technologie' du cycle. Utilisez le retour (en Z) et retrait (en XY) les avances, dans notre exemple respectivement F300 et F200. Utilisez également l'avance générale pour chaque mouvement G1 (ici F255). Pour cela, définissez les avances de retour et de retrait sur 0. |
|