Cycle : Poche balayage, Poche, Poche+Finition, Reprise poche, Ebauche/Reprise, Balayage ébauche, Poche - Forme, Fini face plane
|
|
Regarder une vidéo en bas de page: cliquez ici |
Si les conditions de coupe sont sévères pour l'outil, coupe pleine largeur ou avance rapide, GO2cam propose deux solutions:
|
|
Réduction d'avance : Possibilité de programmer une réduction d'avance en fonction de la valeur de recouvrement. |
|
|
Usinage trochoidal : Les mouvements trochoidaux sont définis dans les zones critiques en fonction de la valeur de recouvrement. |
Réduction d'avance
Mode UGV qui permet de moduler l'avance dans certaines zones. Ces zones sont celles où le % de recouvrement est dépassé. Cela se produit notamment lorsque l'outil usine en pleine matière et entre deux passes XY.
|
|
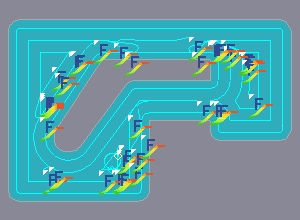
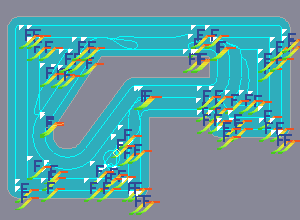
Chaque endroit où l'avance est réduite est signalé par ce symbole. |
Pour définir une modulation d'avance:
a. Traite recouvrement maxi
paramètre: choisir
Réduction d'avance
.
b. Coeff réduction d'avance
: c'est la valeur appliquée lorsqu'il est conseillé de réduire l'avance. Cette valeur est comprise entre
0
et
1
, et est définie en fonction de la valeur donnée dans la page Technologie. Par exemple,
0.5
est la moitié de cette valeur.
c. Coeff recouvrement maximum
: tolérance pour générer ou non la réduction, valeur comprise entre
0
et
1
. Plus la valeur est grande, plus les zones sont concernées.
|
Recouvrement maxi % = 0.3 |
Recouvrement maxi % = 0.9 |
|
|
Usinage trochoidal
L'usinage trochoidal consiste à retirer des « tranches » successives de matière avec des passes hélicoïdales. Les principales caractéristiques sont la profondeur de coupe (10 à 20 mm) et le trajet d'outil arrondi inhabituel.
Ce mode d'usinage permet d'optimiser les performances de votre machine en utilisant une rotation de broche et des avances élevées. La programmation trochoidale diminue considérablement le temps d'usinage, jusqu'à 40 %.

|
Dans GO2cam, vous pouvez non seulement programmer un usinage trochoidal automatique, mais aussi ajuster les zones où il est utile ou non ! |
Entrez le Coeff recouvrement maximum , il a deux fonctions:
-
Si le Coeff recouvrement maximum est supérieur à Recouvrement (rapport outil) , les mouvements trochoidaux ne sont pas programmés partout mais uniquement dans les coins. Sinon, tout le trajet d'outil est réalisé avec des mouvements trochoidaux.
-
Le Coeff recouvrement maximum détermine la taille des boucles trochoidales.
Un diamètre d'outil est de 4 mm , le Coeff recouvrement maximum est de 0.2 (20%): le rayon trochoidal est de 0.4 mm.
|
Le recouvrement est de 0.75 et le Coeff recouvrement maximum est de 0.5 Diamètre de l'outil = 4 mm Rayon trochoidal = 2 mm |
Le recouvrement est de 0.75 et le Coeff recouvrement maximum est de 0.9 Diamètre de l'outil = 4 mm Rayon trochoidal = 3.6 mm |
|

|