|
|
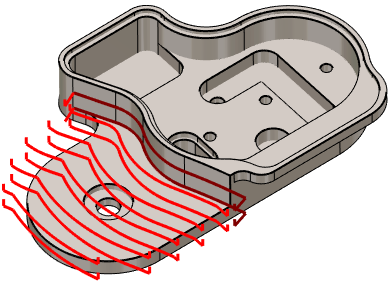
Ce cycle est utilisé pour ébaucher la poche, puis usiner les flancs avec un contournage avec compensation. L'usinage se fait passe par passe en Z, il est destiné à l'usinage de poches avec des parois très fines et des pièces précises. La poche et le contournage sont réalisés avec le même outil. Processus classique pour l'usinage de poches : Poche + Finition (ou Poche) + Reprise poche (ou Reprise Finition) + peut-être Contour Finition . |
Points clés
|
|
Paramètres de stratégie
|
Zone de dialogue |
Paramètres |
|
|
Stratégie de poche |
||
|
Contour Finition |
||
|
Surlongueur finition |
||
|
Calcul des pas en Z |
||
|
Calcul du recouvrement |
||
|
|
||
|
Surépaisseurs |
||
|
Débordement |
||
Paramètres de mouvement
|
Zone de dialogue |
Paramètres |
|
|
Sécurité (en Z) |
||
|
Approche et retour en Z |
||
|
|
||
|
Plongée en Z |
||
|
|
||
|
Gestion des rapides |
||
|
|
||
|
Sécurité (en XY) |
Dist sécu XY |
|
Paramètres de technologie
|
Zone de dialogue |
Paramètres |
|
|
Conditions de coupe |
Qualité |
Vitesse de coupe |
|
Avance par dent |
Sens de rotation |
|
|
Vitesse rotation |
Unité avance |
|
|
Avance rapide |
||
|
Avance finition |
Numéro de gamme |
|
|
Numérotation des outils |
Numéro d'outil |
Numéro spécifique |
|
N° correcteur longueur |
N° correcteur diamètre |
|
|
Champs utilisateurs |
Commentaire |
Moyen de contrôle |
|
Réglage fraisage |
|
|

Paramètres des options
|
Zone de dialogue |
Paramètres |
|
|
Comportement sur les brides et les composants |
||
|
Zone de sécurité |
||
|
Optimisation du trajet |
||
|
|
||
|
Calcul des courbes |
Pas de segmentation |
|
|
|
||
|
|
||