|
|
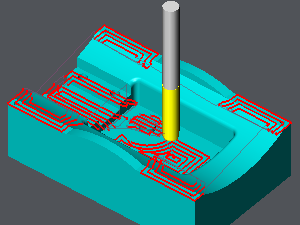
GO2cam untersucht die topologischen Bereiche, in denen die Neigung Null ist , und wendet einen 2D-Taschenzyklus auf diese Bereiche an. |
Wichtige Punkte
|
Dieser Zyklus ist eine Ergänzung von Zyklen, die auf Z-Ebenen arbeiten.
|
|
Strategieparameter
|
Dialogbereich |
Parameter |
|
|
Werkzeugwegstrategie |
Restbearbeitung |
|
|
Begrenzung der Bearbeitung |
|
|
|
Überlappungsberechnung |
||
|
Zulagen |
||
|
Liste der Höhen |
|
|
Bewegungsparameter
|
Dialogbereich |
Parameter |
|
|
Sicherheit (in Z) |
||
|
Anfahren und Rückzug in Z |
||
|
|
||
|
Z-Eintauchen |
||
|
Verwaltung von Eilgängen |
||
|
|
||
|
Sicherheit (in XY) |
XY Sicherheitsabstand |
SD/ Werkzeugschaft |
|
Verwaltung des Werkzeughalters |
|
|
Technologieparameter
|
Dialogbereich |
Parameter |
|
|
Schnittbedingungen |
Qualität |
Schnittgeschw. Vc |
|
Vorschub pro Zahn |
Spindeldrehrichtung |
|
|
Ebene |
Spindeldrehzahl n |
|
|
Vorschub |
||
|
Sp. Drehzahlbereich |
||
|
|
||
|
Werkzeugnummerierung |
Werkzeugnummer |
spezifische Nummer |
|
Längenkorrekturnummer |
Korrekturregister Durchmesser |
|
|
Benutzerfelder |
Kommentar |
Überwachung |
|
Frässatz |
|
|

Optionsparameter
|
Dialogbereich |
Parameter |
|
|
Verhalten an den Klemmen und Komponenten |
||
|
Sicherheitsbereich |
||
|
Werkzeugwegoptimierung |
Restzonen Toleranz |
|
|
|
||
|
Kurvenberechnung |
Splinetoleranz |
Auflösen in |
|
Werkzeugwegberechnung |
Zerlegung der Bögen des Werkzeugwegs |
Bogenzerlegungstoleranz |