|
|
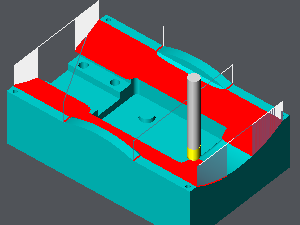
GO2cam wendet Konturweg im Werkzeugmitte-Modus an, indem die Form durch Z-Ebenen geschnitten wird. |
Wichtige Punkte
Dieser Zyklus kann keinen Werkzeugweg auf ebenen Flächen berechnen. |
|
Strategieparameter
|
Dialogbereich |
Parameter |
|
|
Werkzeugwegstrategie |
||
|
Hinterschnitt bearbeiten |
||
|
Radien auf Kontur |
|
|
|
Begrenzung der Bearbeitung |
|
|
|
Z-Schritte berechnen |
||
|
|
||
|
Aufmaße |
||
|
Liste der Höhen |
|
|
Bewegungsparameter
|
Dialogbereich |
Parameter |
|
|
Sicherheit |
||
|
Anfahren und Rückzug in Z |
Rückzugshöhe im Zyklusablauf |
|
|
Art des Anfahrens im Material |
Anfahren in XY Ebene erzwingen |
Anfahren, dem Winkel folgend |
|
Steigungswinkel |
|
|
|
Sicherheit (in XY) |
Sicherheitsabst. WkzSchaft |
Werkzeughalter Management |
|
An- und Abfahrt in XY |
||
Technologieparameter
|
Dialogbereich |
Parameter |
|
|
Schnittbedingungen |
Qualität |
Schnittgesch. Vc |
|
Vorschub pro Zahn |
Spindeldrehrichtung |
|
|
Ebene |
Spindeldrehzahl n |
|
|
Vorschubeinheit |
||
|
Getriebestufe |
||
|
|
||
|
Werkzeugnummerierung |
Werkzeugnummer |
spezifische Nummer |
|
Korrekturregister Länge |
Korrekturregister Durchmesser |
|
|
Benutzerfelder |
Kommentar |
Überwachung |
|
Frässatz |
|
|

Optionsparameter
|
Dialogbereich |
Parameter |
|
|
Verhalten an den Klemmen und Komponenten |
||
|
Sicherheitsbereich |
||
|
Kurvenberechnung |
Auflösen in |
|
|
Werkzeugwegberechnung |
Bögen der Verfahrwege zerlegen |
Toleranz zur Zerlegung der Bögen |