|
|
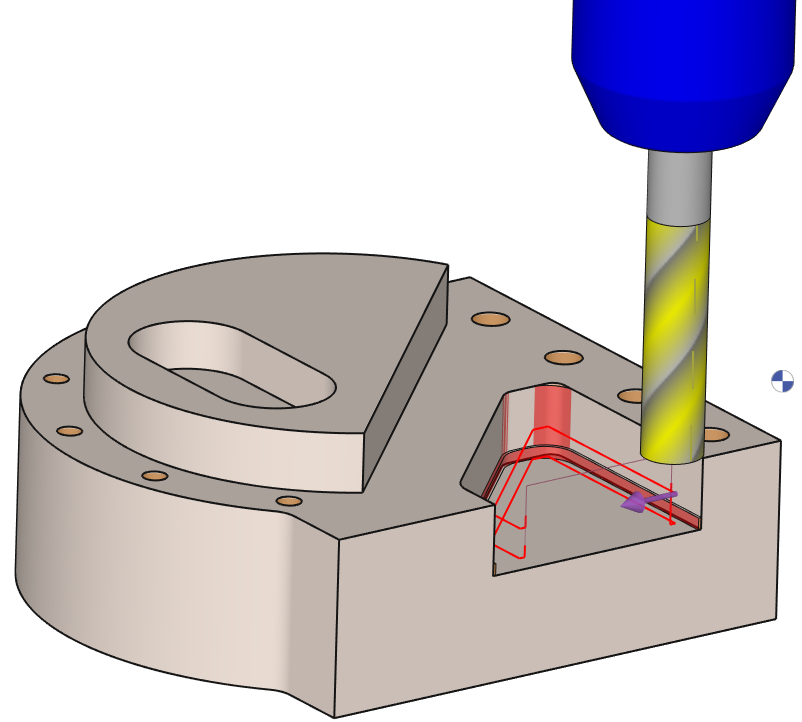
Le trajet peut être ouvert ou fermé avec une compensation G41 ou G42. Plusieurs options permettent de programmer des trajets hélicoïdaux ou en zigzag, il est également possible de définir plusieurs passes XY. |
Points clés
|
Continu (Hélice): Définition d'un trajet hélicoïdal autour d'un profil fermé. Trajet ZigZag: définir un trajet avec changement de compensation, alternativement G41 et G42. Plusieurs passes XY: Les passes peuvent être dépendantes les unes des autres, sans retrait d'outil, ou indépendantes, avec un mouvement de retrait. Contrôler les angles extérieurs: Pour casser les angles vifs en ajoutant des chanfreins ou des congés sur un profil, 2D ou 3D (solide) ou des boucles pour conserver la qualité des arêtes vives. |
|
Paramètres de stratégie
|
Zone de dialogue |
Paramètres |
|
|
Trajet et compensation |
||
|
|
Point piloté |
|
|
Stratégie de contournage |
||
|
Calculer pas en Z |
||
|
Passes latérales (XY) |
||
|
|
||
|
Surépaisseurs |
||
|
Débordement |
|
|
Paramètres de mouvement
|
Zone de dialogue |
Paramètres |
|
|
Sécurité (en Z) |
||
|
Approche et retour en Z |
||
|
|
||
|
Mouvements entre approche Z et engagement XY |
||
|
Engagement et dégagement en XY |
||
|
Calcul angle/distance+rayon d'outil |
Calcul rayon + rayon d'outil |
|
|
Distance de plongée Z sur rayon de fond |
||
Paramètres de technologie
|
Zone de dialogue |
Paramètres |
|
|
Conditions de coupe |
Qualité |
Vitesse de coupe |
|
Avance par dent |
Sens de rotation |
|
|
Niveau |
Vitesse rotation |
|
|
Unité avance |
||
|
Mode |
Numéro de gamme |
|
|
Numérotation des outils |
Numéro d'outil |
Numéro spécifique |
|
N° correcteur longueur |
N° correcteur diamètre |
|
|
Champs utilisateurs |
Commentaire |
Moyen de contrôle |
|
Réglage fraisage |
|
|

Paramètres des options
|
Zone de dialogue |
Paramètres |
|
|
Comportement sur les brides et composants |
||
|
Zone de sécurité |
||
|
Calcul des courbes |
Pas de segmentation |
|
|
Haut, Bas et Côtés |
||
|
Options de trajet |
Angle maxi |
|
|
Contour strict selon diamètre outil |
|
|