Définition
Ces commandes permettent de définir des surlongueurs pour l'entrée et la sortie de l'outil dans la matière.
Surlongueurs de début et de fin
Cycle : Tous les Cycles Manuels
|
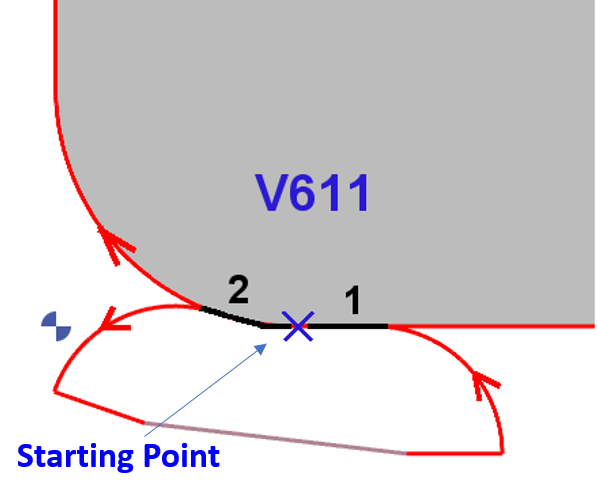
Surlongueur de début (1) Le premier élément du profil est allongé de la valeur définie. Si la valeur est négative, le profil est raccourci.
→ Par conséquent, si le profil commence sur un arc et se termine sur un segment, la surlongueur de début est linéaire, comme le montre l'exemple. |
|
|
Surlongueur de fin (2) Même principe que la surlongueur de début, la surlongueur de fin génère le trajet d'outil tangent au premier élément . → Par conséquent, si le profil commence sur un arc et se termine sur un segment, la surlongueur de fin est circulaire, comme le montre l'exemple.
|
Surlongueurs linéaires
Cycle : Contournage
|
Contrairement aux paramètres de surlongueurs de début et de fin qui étendent ou raccourcissent l'élément en tangence, le paramètre de surlongueur linéaire, comme son nom l'indique, étend/raccourcit exclusivement le trajet d'outil de manière linéaire au début ou à la fin du profil. Ils peuvent être combinés avec les surlongueurs de début et de fin. |
|