Cette option est utilisée dans plusieurs cycles d'usinage, avec des objectifs et des comportements différents.
Veuillez utiliser le arbre sur le côté droit de l'écran.
Cycle : Tous les cycles manuels, Découpe de profil, Finition
Définition pour Contournage, Reprise de contour, Découpe de profil, Rainurage
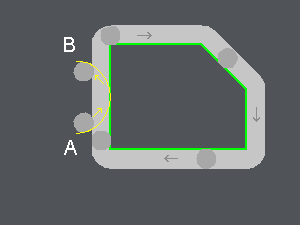
Ces fonctions permettent de définir un rayon d'arc pour l'entrée et la sortie de l'outil dans la matière.
Rayon d'arc d'entrée (A)
Ceci génère un arc au début du trajet d'outil afin d'avoir une meilleure qualité de surface à ce point. Ceci est généralement utilisé lorsque le contournage commence au milieu d'une ligne ou d'un arc. Le rayon de l'arc d'entrée doit être supérieur au rayon de l'outil.
Rayon d'arc de sortie (B)
Comme pour l'arc d'entrée, un arc de sortie peut être spécifié sur le trajet d'outil. Le rayon de l'arc de sortie doit être supérieur au rayon de l'outil.
Angles du rayon d'entrée et du rayon de sortie
La longueur de l'arc peut être ajustée avec une valeur d'angle ; choisir 90° génère un 1/4 de cercle, 180° est un demi-cercle.
|
A:
rayon d'arc d'entrée
|
|
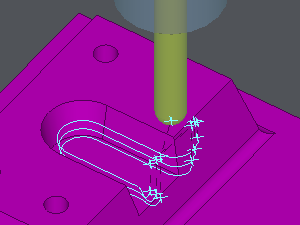
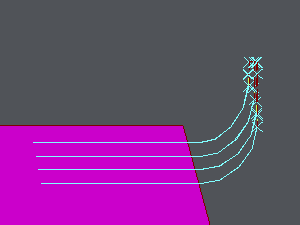
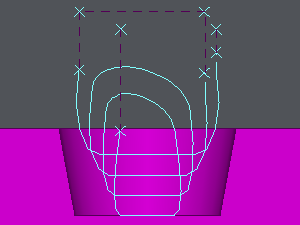
Cycle : Finition
Définition pour Finition
Arcs d'entrée et de sortie définis suivant l'axe Z
|
|
|
|
|
|