|
|
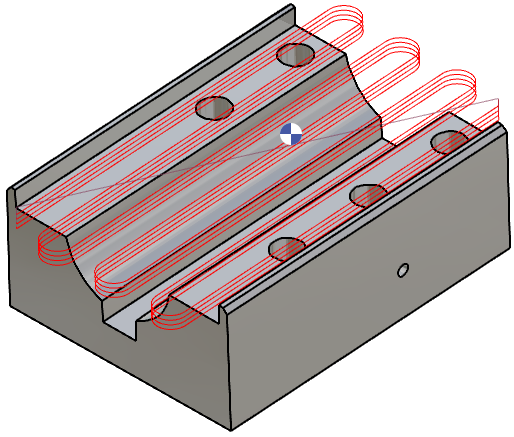
Usinage de faces complètes définies par leur profil de contour. Ce profil doit être fermé. Le trajet de cet cycle peut facilement être répété en Z, la génération de sous-programmes est possible. |
Points clés
|
|
Paramètres de stratégie
|
Zone de dialogue |
Paramètres |
|
|
Stratégie de trajet |
||
|
Calcul des passes Z |
||
|
Stratégie de balayage |
Angle balayage |
|
|
Surép XY pour finition |
|
|
|
Calcul du recouvrement |
||
|
Surépaisseurs |
||
|
Débordement |
||
Paramètres de mouvement
|
Zone de dialogue |
Paramètres |
|
|
Sécurité (en Z) |
||
|
Approche et retour en Z |
||
|
|
||
|
Macro |
||
|
|
|
|
Paramètres Technologie
|
Zone de dialogue |
Paramètres |
|
|
Conditions de coupe |
Qualité |
Vitesse de coupe |
|
Avance par dent |
Sens de rotation |
|
|
Par niveau |
Vitesse rotation |
|
|
Unité avance |
||
|
Numéro de gamme |
||
|
|
||
|
Numérotation outil |
Numéro d'outil |
Numéro spécifique |
|
N° correcteur longueur |
N° correcteur diamètre |
|
|
Champs Utilisateurs |
Commentaire |
Moyen de contrôle |
|
Réglage Fraisage |
|
|

Paramètres Options
|
Zone de dialogue |
Paramètres |
|
|
Comportement sur les brides et composants |
||
|
Zone de sécurité |
||
|
Calcul Courbes |
Pas de segmentation |
|
|
|
||