Cycle : Contournage, Reprise contour, Rainurage, Chanfreinage, Cycle de dépouille, Cycle de profilage, Chanfreinage
Définition
Cette case vous permet de régler l'approche de l'outil en rapide.
|
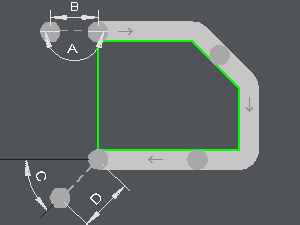
A. Angle d'engagement
|
|
A. Angle d'engagement
L'angle d'engagement ainsi que la distance d'engagement définissent le mouvement d'engagement de l'outil en avance. Ce mouvement est nécessaire pour que l'outil prenne sa correction de diamètre ( G41 ou G42 ). La valeur de l'angle d'engagement est comprise entre 0 et 90 degrés.
C'est la valeur de l'angle d'engagement de l'outil. Si le décalage ou le Trajet est à Gauche ou à Droite, l'angle est donné en valeur absolue par rapport au premier élément.
S'il n'y a pas de décalage (position centre) et si le trajet est en position Pièce, l'angle est donné en valeur absolue selon le cercle trigonométrique.
La longueur est donnée par la distance d'engagement.
B. Distance d'engagement
La valeur de la distance d'engagement doit être supérieure au rayon de l'outil. Cette valeur est basée sur la ligne d'angle, et non sur X ou Y.
C. Angle sortie
Comme l'angle et la longueur d'engagement, l'angle de sortie ainsi que la distance de dégagement définissent le mouvement de dégagement. Ce mouvement est nécessaire pour annuler la correction de diamètre de l'outil. La valeur de l'angle de sortie est comprise entre 0 et 90 degrés.
C'est la valeur de l'angle de sortie de l'outil. Si le décalage ou le trajet est à Gauche ou à Droite, l'angle est donné en valeur absolue par rapport au premier élément.
S'il n'y a pas de décalage (position centre) et si le trajet est en position Pièce, l'angle est donné en valeur absolue selon le cercle trigonométrique.
La longueur est donnée par la distance de dégagement.
D. Distance de dégagement
La valeur de la distance de dégagement doit être supérieure au rayon de l'outil. Cette valeur est basée sur la ligne d'angle, et non sur X ou Y.