|
|
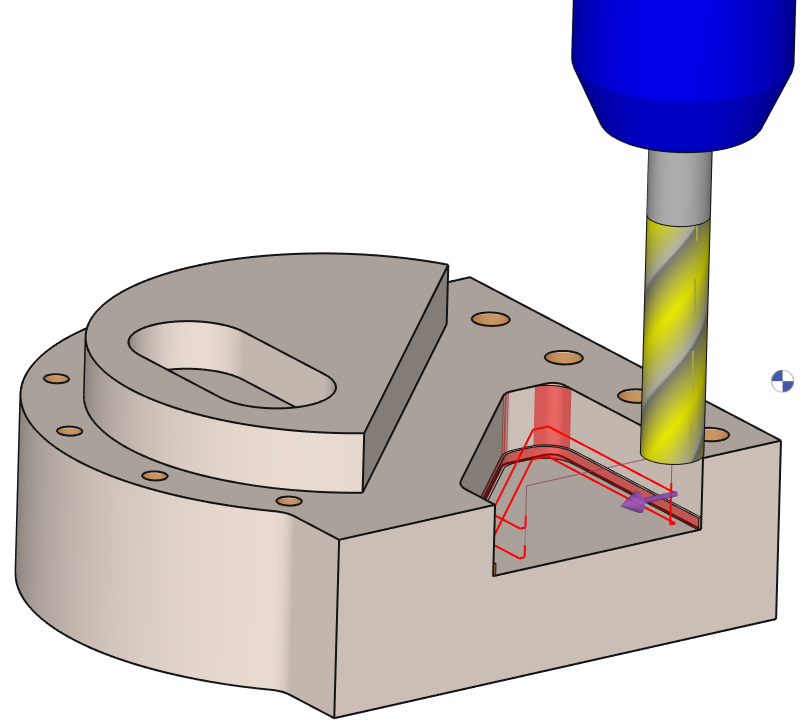
Der Werkzeugweg kann offen oder geschlossen mit einer Kompensation G41 oder G42 sein. Mehrere Optionen ermöglichen die Programmierung von Helix- oder Zickzack-Werkzeugwegen, es ist auch möglich, mehrere XY-Pässe zu definieren. |
Wichtige Punkte
|
Kontinuierlich (Helix): Definition eines Helix-Werkzeugwegs um ein geschlossenes Profil. Zickzack-Werkzeugweg: Definieren Sie einen Werkzeugweg mit Kompensationsänderung, alternativ G41 und G42. Mehrere XY-Pässe: Die Pässe können voneinander abhängig sein, ohne Werkzeugrückzug, oder unabhängig, mit einer Rückzugsbewegung. Steuern Sie die äußeren Ecken: Um die scharfen Winkel zu brechen, indem Sie Fasen oder Verrundungen an einem Profil, 2D oder 3D (fest) oder Schleifen hinzufügen, um die Qualität der scharfen Kanten zu erhalten. |
|
Strategieparameter
|
Dialogbereich |
Parameter |
|
|
Werkzeugweg und Kompensation |
||
|
|
Pilotpunkt |
|
|
Konturierungsstrategie |
||
|
Z-Schritte berechnen |
||
|
Seitliche Pässe (XY) |
||
|
|
||
|
Zulagen |
||
|
Überfräsen |
|
|
Bewegungsparameter
|
Dialogbereich |
Parameter |
|
|
Sicherheit (in Z) |
||
|
Anfahren und Rückzug in Z |
||
|
|
||
|
Bewegungen zwischen Z-Anfahrt und XY-Einführung |
||
|
An- und Ausfahren in XY |
||
|
Winkel-/Abstandsberechnung+Werkzeugradius |
Radiusberechnung+Werkzeugradius |
|
|
Z Eintauchabstand am unteren Radius |
||
Technologieparameter
|
Dialogbereich |
Parameter |
|
|
Schnittbedingungen |
Qualität |
Schnittgeschw. Vc |
|
Vorschub pro Zahn |
Spindeldrehrichtung |
|
|
Ebene |
Spindeldrehzahl |
|
|
Vorschub |
||
|
Korrektur |
Sp. Drehzahlbereich |
|
|
Werkzeugnummerierung |
Werkzeugnummer |
Spezifische Nummer |
|
Korrekturregister Länge |
Korrekturregister Durchmesser |
|
|
Benutzerfelder |
Kommentar |
Überwachung |
|
Frässatz |
|
|

Optionsparameter
|
Dialogbereich |
Parameter |
|
|
Verhalten an den Klemmen und Komponenten |
||
|
Sicherheitsbereich |
||
|
Kurvenberechnung |
Auflösen in |
|
|
Oben, unten und Seiten |
||
|
Werkzeugwegoptionen |
Max Winkel |
|
|
Kontur auf Basis des Werkzeugdurchmesser |
|
|