|
|
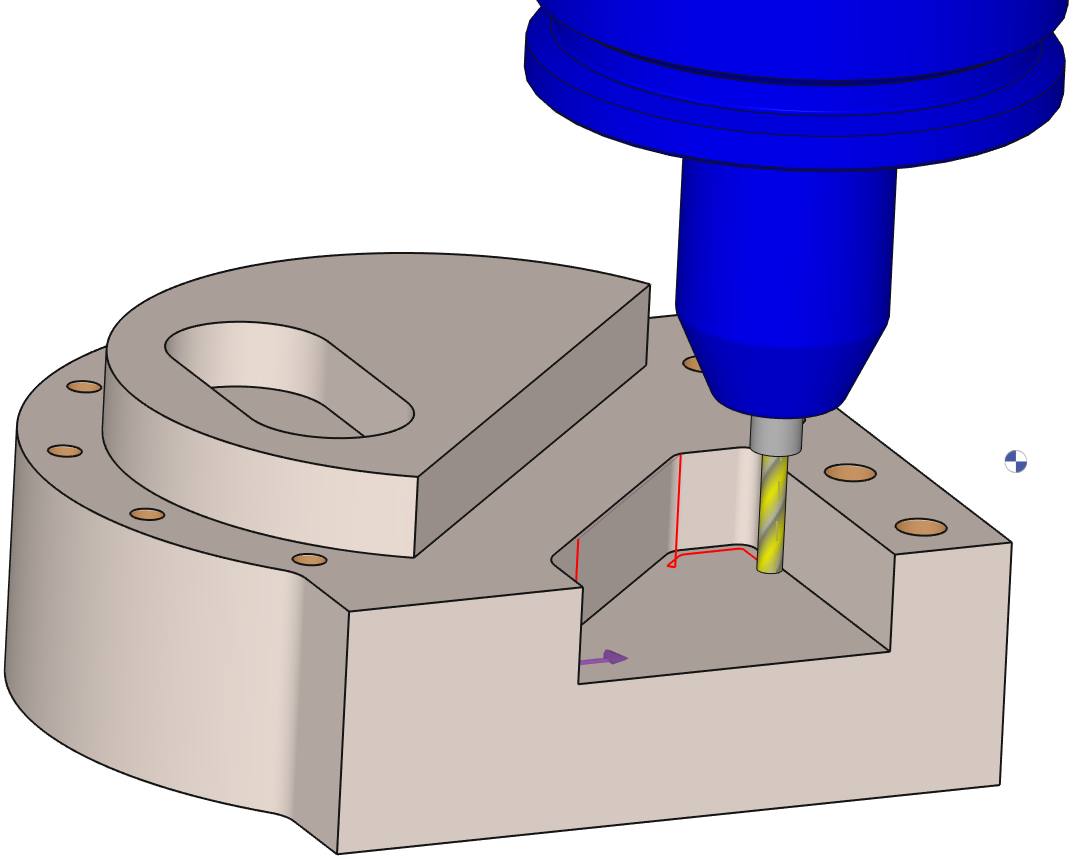
Dieser Zyklus wird nach einem Konturfräszyklus definiert und zielt darauf ab, automatisch Bereiche nachzubearbeiten, in die das vorherige Werkzeug nicht gelangen konnte. |
Wichtige Punkte
|
|
Strategieparameter
|
Dialogbereich |
Parameter |
|
|
Werkzeugweg und Kompensation |
||
|
|
||
|
Werkzeug- und Rohteilaufmaß beim Konturieren |
||
|
Z-Schritte berechnen |
|
|
|
Aufmaße |
||
|
Erweiterung |
|
|
Bewegungsparameter
|
Dialogbereich |
Parameter |
|
|
Sicherheitsabstand (in Z) |
||
|
An- und Abfahrt in Z |
||
|
|
||
|
Bewegungen zwischen Z-Anfahrt und XY-Einfahren |
|
|
|
An- und Ausfahren in XY |
||
|
Winkel/Abstandsber.+Wkzradius |
Radiusberechn. mit WkzRadius |
|
|
Z Eintauchabstand am unteren Radius |
|
|
Technologieparameter
|
Dialogbereich |
Parameter |
|
|
Schnittbedingungen |
Qualität |
Schnittgesch. Vc |
|
Vorschub pro Zahn |
Spindeldrehrichtung |
|
|
Ebene |
Spindeldrehzahl n |
|
|
Vorschubeinheit |
||
|
Getriebestufe |
||
|
|
||
|
Werkzeugnummerierung |
Werkzeugnummer |
spezifische Nummer |
|
Korrekturregister Länge |
Korrekturregister Durchmesser |
|
|
Benutzerfelder |
Kommentar |
Überwachung |
|
Frässatz |
|
|

Optionsparameter
|
Dialogbereich |
Parameter |
|
|
Verhalten an den Spannern und Komponenten |
||
|
Sicherheitsbereich |
||
|
Kurvenberechnung |
Auflösen in |
|