|
|
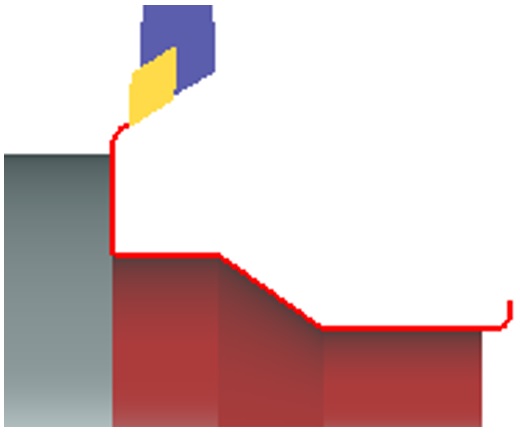
Una passata per rifinire il pezzo dopo l'operazione di taglio dritto, sfacciatura o alesatura. |
Punti chiave
|
Questo ciclo genera un solo tragitto utensile, qualunque sia il resto del materiale che devi lavorare.
Vengono offerte molte strategie di entrata/uscita. Qui, il grezzo viene gestito per ottimizzare i movimenti di approccio e ritiro.
Non funziona se sul profilo sono definiti alcuni sovrametalli locali.
|
|
Parametri della strategia
|
Area di dialogo |
Parametri |
|
|
Tragitto |
||
|
Coeff. R max |
||
|
Strategia di lavorazione |
||
|
Sovrametallo XY |
||
|
Sovrametallo Z |
||
Parametri di movimento
|
Area di dialogo |
Parametri |
|
|
Caratteristiche di approccio e ritorno |
||
|
|
||
|
Sovralunghezza uscita / vettore |
||
|
Sovralunghezza entrata / vettore |
||
|
Limitare le entrate/uscite |
||
|
Distanza di sicurezza posteriore |
Distanza di sicurezza |
|
Parametri tecnologici
|
Area di dialogo |
Parametri |
|
|
Condizioni di taglio |
Qualità |
Velocita di Taglio |
|
Velocità Rotazione |
Numero di Gamma |
|
|
Avanzamento in Z |
Unità Avanzamento |
|
|
Avanzamento in X |
Senso di Rotazione |
|
|
Velocità Rotaz. Max |
Tabella degli avanzamenti per colori 
|
|
|
Numerazione utensili |
Nr Utensile |
Numero specifico |
|
Nr Corr. Raggio |
Nr CorrLung 2 |
|
|
Campi utente |
Commento |
Controllo Medio |
|
Machining Set
|
|
|

Parametri delle opzioni
|
Area di dialogo |
Parametri |
|
|
Gestione delle collisioni |
||
|
Zona di sicurezza |
||
|
Calcolo curve |
Tolleranza Curva |
Taglia Curva |
|
Opzioni |
||
|
Iniz. Correz |
Coeff riduzione avanzamento |
|
|
Opzioni sul tragitto |
Rompi gli angoli esterni |
Angolo massimo |