|
|
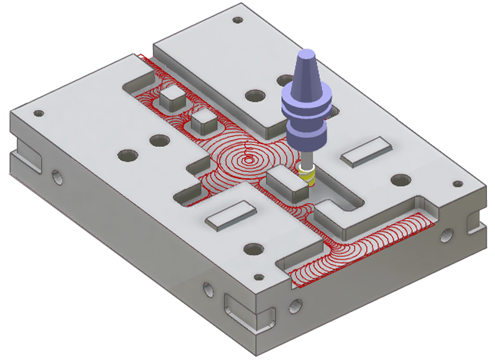
millyuGO ist eine patentierte, proprietäre Technologie. Es generiert Werkzeugwege, die einen konstanten Werkzeugeingriff während des Schruppzyklus ermöglichen. |
|
Entdecken Sie die Vorteile und Patentinformationen, indem Sie hier klicken hier . |
Wichtige Punkte
Vorteile:
|
|
Strategieparameter
|
Dialogbereich |
Parameter |
|
|
Werkzeugwegstrategie |
||
|
|
||
|
Hinterschnitt und Nachbearbeitung |
Rest Insel (Flachbereiche) |
Rest Boden |
|
Rest (Stufenreduktion) |
|
|
|
Definition des Spans |
Spitzen der Bodenfläche |
Eingriffswinkel |
|
Überlappungswert(Ae) |
Maxi Dicke(h) |
|
|
XY BodenRauhigkeit |
|
|
|
Begrenzung der Bearbeitung |
Begrenzungsbereich |
|
|
Berechnung der Z-Schritte |
Z Zustellung (Ap) |
|
|
Zulagen |
Aufmaß in XY |
Aufmaß in Z |
|
Aufm. senkr. zur Fläche (3D) |
|
|
|
Höhen |
Liste der Höhen |
|
Bewegungsparameter
|
Dialogbereich |
Parameter |
|
|
Sicherheit (in Z) |
Sicherheitsebene SE |
Sicherheitsabstand |
|
An- und Abfahrt in Z |
Anfahrposition |
Rückzugshöhe im Zyklusablauf |
|
Am Ende: Abheben auf |
|
|
|
Z Eintauchabstand am unteren Radius |
Eintauchen |
Min. Helixradius |
|
Min. Einstechbreite |
Min.Bearb.Bereich |
|
|
Einstechwinkel |
|
|
|
Eilgangverwaltung |
Bewegungstyp |
Abhebeabstand |
|
% Eilgang Schwellwert |
|
|
|
Sicherheit (in XY) |
XY Sicherheitsabstand |
Sicherheitsabst. WkzSchaft |
|
Werkzeughalter Management |
|
|
Technologieparameter
|
Dialogbereich |
Parameter |
|
|
Schnittgeschwindigkeit |
Qualität |
Schnittgesch. Vc |
|
Vorschub pro Zahn |
Spindeldrehrichtung |
|
|
Spindeldrehzahl n |
||
|
Vorschubeinheit |
Rotationsgeschwindigkeit für Eintauchen |
|
|
Getriebestufe |
||
|
|
||
|
Werkzeugnummerierung |
Werkzeugnummer |
spezifische Nummer |
|
Korrekturregister Länge |
Korrekturregister Durchmesser |
|
|
Benutzerfelder |
Kommentar |
Überwachung |
|
Frässatz |
|
|

Operationsparameter
|
Dialogbereich |
Parameter |
|
|
Verhalten an den Spannmitteln und Komponenten |
Spalt Prüfung |
Abstand XY |
|
Sicherheitsbereich |
Abstand Z |
|
|
Werkzeugwegoptimierung |
Rest Zonen Toleranz |
Vorschubanpassung |
|
Kurvenberechnung |
Splinetoleranz |
Auflösen in |
|
Werkzeugwegberechnung |
Bögen der Verfahrwege zerlegen |
Toleranz zur Zerlegung der Bögen |