
|
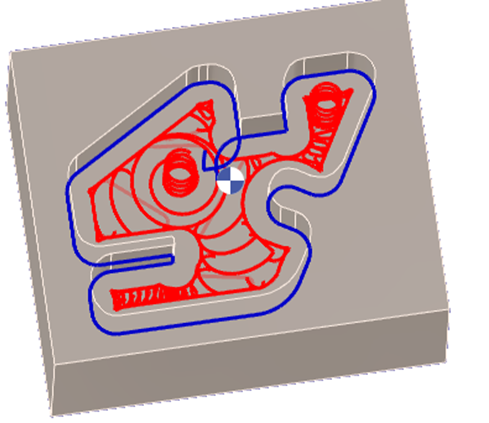
PAM ist ein Schruppen Werkzeugweg, der die Schlichtoperation vorwegnimmt, um einen konstanten Eingriffswinkel beim Schlichten zu gewährleisten. PAM steht für Powerful Anticipative Manufacturing. |
|
Entdecken Sie die Vorteile und Patentinformationen, indem Sie auf hier . |
wichtige Punkte
|
Das Schruppen PAM berechnet eine variable Zulage entlang des gesamten Werkzeugwegs. Daher können Sie überprüfen, ob die Der Eingriffswinkel des Werkzeugs beim Schlichten beträgt immer einen bestimmten Winkel, gerade Linie und jede konvexe und konkave Ecke! |
|
Strategieparameter
|
Dialogbereich |
Parameter |
|
|
Werkzeugwegstrategie |
Max. Spandicke (h) |
Bereinigungszone |
|
Art der Bereinigung |
Verbleibende Dicke |
|
|
Organisation |
Mindest Radius |
|
|
Vorbereitung des Schlichtens |
Wkzdurchmesser |
Restaufmaß |
|
Hinterschnitt und Nacharbeit |
Hinterschnitt bearbeiten |
Rest Insel (Flachbereiche) |
|
Rest (Stufenreduktion) |
Rauhigkeit / Stufenhöhe |
|
|
Aufmaßberechnung |
||
|
|
||
|
Bearbeitungsbegrenzung |
Begrenzungsbereich |
|
|
|
||
|
Seitl. Zustellung XY (%) |
seitl. Zustellung XY (%) |
Zustellung Wert(Ae) |
|
BodenRauhigkeit |
Spitzen der Bodenfläche |
|
|
Z Zustellung (Ap) |

|
|
|
Aufmaße |
Aufmaß in XY |
Aufmaß in Z |
|
Aufm. senkr. zur Fläche (3D) |
Höhenliste |
|
Bewegungsparameter
|
Dialogbereich |
Parameter |
|
|
Sicherheit (in Z) |
Sicherheitsebene SE |
Sicherheitsabstand |
|
An- und Rückfahrt in Z |
Anfahrposition |
Rückzugshöhe |
|
Am Ende: Abheben auf |
|
|
|
Z Eintauchen |
Eintauchen |
Min. Helixradius |
|
Min. Einstechbreite |
Min.Bearb.Bereich |
|
|
Einstechwinkel |
|
|
|
Eilgangmanagement |
Bewegungen |
Abhebeabstand |
|
Eilgang/Fmax % |
|
|
|
Sicherheit (in XY) |
XY Sicherheitsabstand |
Sicherheitsabst. WkzSchaft |
|
Werkzeughalter Management |
|
|
Technologieparameter
|
Dialogbereich |
Parameter |
|
|
Schnittbedingungen |
Qualität |
Schnittgesch. Vc |
|
Vorschub pro Zahn |
Spindeldrehrichtung |
|
|
Spindeldrehzahl n |
Vorschub |
|
|
Eintauch Drehzahl |
||
|
Getriebestufe |
||
|
|
||
|
Werkzeugnummerierung |
Werkzeugnummer |
spezifische Nummer |
|
Korrekturregister Länge |
Korrekturregister Durchmesser |
|
|
Benutzerfelder |
Kommentar |
Steuergerät |
|
Frässatz |
|
|

Optionsparameter
|
Dialogbereich |
Parameter |
|
|
Verhalten an den Spannmitteln und Komponenten |
Stechprüfung |
XY-Versatz |
|
Sicherheitsbereich |
Z-Versatz |
|
|
Werkzeugoptimierung |
Restzonen Toleranz |
Vorschubanpassung |
|
Kurvenberechnung |
Splinetoleranz |
Auflösen in |
|
Werkzeugweg Berechnung |
Bögen der Verfahrwege zerlegen |
Toleranz zur Zerlegung der Bögen |