
|
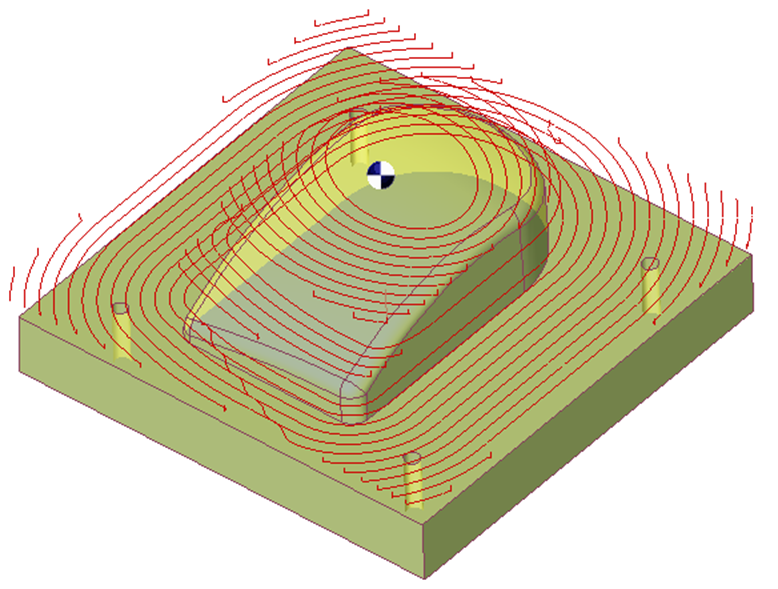
Die Rohteil-Restschruppen ermöglicht es, das Teil mit einem Rohteilmanagement wiederaufzunehmen. GO2cam sucht nach dem verbleibenden Material zum Zeitpunkt der Anwendung des Schruppzyklus, indem es das Polyeder vergleicht, das den Körper oder die Flächen bedeckt, und das Polyeder, das sich aus den vorhergehenden Bearbeitungsphasen ergibt. |
Wichtige Punkte
|
|
Strategieparameter
|
Dialogbereich |
Parameter |
|
|
Werkzeugwegstrategie |
Bearbeitungsrichtung |
|
|
Optimierung |
|
|
|
Bearbeitungsbegrenzung |
Begrenzungsbereich |
|
|
|
||
|
Hinterschnitt und Nachbearbeitung |
Hinterschnittbearbeitung |
Inselnachbearbeitung |
|
Rauhigkeitsnachbearbeitung |
Rauheitswert |
|
|
Rohteilberechnung |
||
|
|
||
|
Überlappungsberechnung |
Überlappung (Werkzeugverhältnis) |
Überlappungswert (Ae) |
|
XY Rauhigkeit |
Einhaltung der Rauhigkeit |
|
|
Z-Schritt |
Z-Schritt (Ap) |
|
|
Zulagen |
XY Rohteilzulage |
Z Rohteilzulage |
|
Normale Rohteilzulage |
|
|
|
Höhenliste |
Höhenliste |
|
Bewegungsparameter
|
Dialogbereich |
Parameter |
|
|
Sicherheit (in Z) |
Schnellebene Höhe |
Sicherheitsabstand |
|
Anfahren und Rückzug in Z |
Anfahrhöhe |
Rückzugshöhe |
|
Rückkehrhöhe |
|
|
|
Z-Eintauchen |
Eintauchen |
Min. Helixradius |
|
Min. Anfahrradius |
Min. Bearbeitungsfläche |
|
|
Eintauchwinkel |
|
|
|
Management von Eilgängen |
Bewegungen: Eilgang, G1 Fmax, G0/G1 Fmax |
Fmax Sicherheitsabstand |
|
Eilgang/Fmax % |
|
|
|
Sicherheit (in XY) |
XY Sicherheitsabstand |
S.abst. WkzSchaft |
|
Management des Werkzeughalters |
|
|
Technologieparameter
|
Dialogbereich |
Parameter |
|
|
Schnittbedingungen |
Qualität |
Schnittgeschwindigkeit |
|
Vorschub/Zahn |
Spindeldrehrichtung |
|
|
Spindeldrehzahl |
||
|
Vorschub |
Getriebestufe |
|
|
Werkzeugnummerierung |
Werkzeugnummer |
Spezifische Nummer |
|
Korrekturregister Länge |
Korrekturregister Durchmesser |
|
|
Benutzerfelder |
Kommentar |
Steuergerät |
|
Frässatz |
|
|

Optionsparameter
|
Dialogbereich |
Parameter |
|
|
Verhalten an den Spannmitteln und Komponenten |
Kollisionsprüfung |
Offset XY |
|
Sicherheitsbereich |
Offset Z |
|
|
Werkzeugwegoptimierung |
Restzonentoleranz |
Max. Überlappung behandeln |
|
Koeff der Vorschubreduktion |
Max. Überlappungskoeff |
|
|
Verrundungen |
Schleifenradius |
|
|
Mindest Radius |
|
|
|
Kurvenberechnung |
Splinetoleranz |
Auflösen in |
|
Werkzeugweg Berechnung |
Bögen der Verfahrwege zerlegen |
Toleranz zur Zerlegung der Bögen |
|
Kühlung |
||