|
|
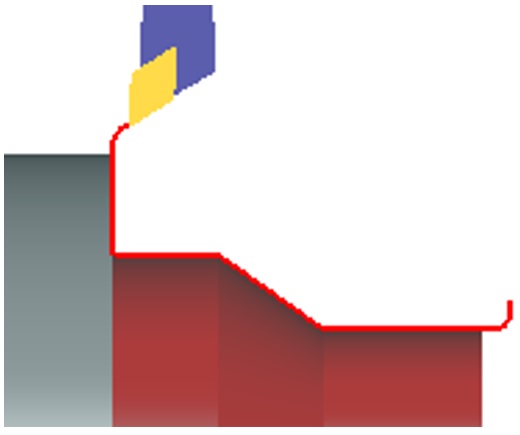
Ein Durchgang zur Fertigbearbeitung des Teils nach dem Geradschneiden, Planen oder Bohren. |
Eckpunkte
|
Dieser Zyklus erzeugt nur einen Werkzeugweg, was auch immer das Restmaterial ist, das Sie bearbeiten müssen.
Viele Strategien für An- und Abfahrten werden angeboten. Hier wird der Rohteil verwaltet, um die Annäherungs- und Rückzugsbewegungen zu optimieren.
Funktioniert nicht, wenn einige lokale Rohteilaufmaße auf dem Profil definiert sind.
|
|
Strategieparameter
|
Dialogbereich |
Parameter |
|
|
Werkzeugweg |
||
|
R max Koeff |
||
|
Bearbeitungsstrategie |
||
|
XY Rohteilaufmaß |
||
|
Z Rohteilaufmaß |
||
Bewegungsparameter
|
Dialogbereich |
Parameter |
|
|
Anfahr- und Rücklaufeigenschaften |
||
|
|
||
|
Ausfahrüberlänge/Vektor |
||
|
Einfahrüberlänge/Vektor |
||
|
Begrenzen Sie das Ein-/Ausfahren |
||
|
Rücksicherheitsabstand |
Anfahrsicherheitsabstand |
|
Technologieparameter
|
Dialogbereich |
Parameter |
|
|
Schnittbedingungen |
Qualität |
Schnittgeschwindigkeit |
|
Spindeldrehzahl |
Drehzahlbereich |
|
|
Vorschub in Z |
Vorschub |
|
|
Vorschub in X |
Spindeldrehrichtung |
|
|
Max. Spindeldrehzahl |
Tabelle der Vorschübe nach Farben 
|
|
|
Werkzeugnummerierung |
Werkzeugnummer |
Spezifische Nummer |
|
Radiuskorrekturnummer |
Längenkomp. Nr. |
|
|
Benutzerfelder |
Kommentar |
Überwachung |
|
Bearbeitungssatz
|
|
|

Optionen Parameter
|
Dialogbereich |
Parameter |
|
|
Kollisionsmanagement |
||
|
Sicherheitsbereich |
||
|
Kurvenberechnung |
Kurventoleranz |
Kurve auflösen in |
|
Optionen |
||
|
Korrekturfaktor |
Koeffizient der Vorschubreduzierung |
|
|
Optionen auf dem Werkzeugweg |
Äußere Ecken brechen |
Maximalwinkel |