|
|
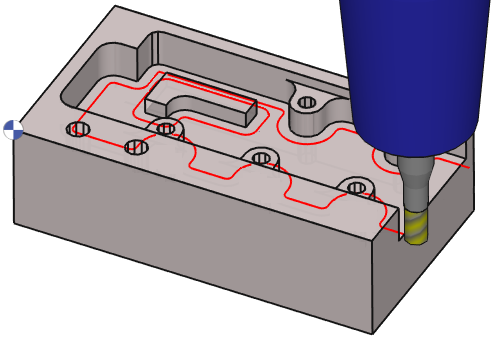
此循环是一个轮廓加工循环,在挖槽粗加工后进行补偿。 它基于选择挖槽循环时显示的几何图形。 挖槽加工的经典过程: 挖槽 (或挖槽 + 轮廓加工) + 挖槽再加工 + 可能 轮廓精修 . |
关键点
|
|
策略参数
|
对话框区域 |
参数 |
|
|
刀具路径策略 |
||
|
刀具路径和补偿 |
||
|
进退刀点距离延长量 |
||
|
挖槽中的刀具和毛坯余量 |
||
|
计算 Z 步距 |
||
|
余量 |
||
|
超切值 |
||
运动参数
技术参数
|
对话框区域 |
参数 |
|
|
切削条件 |
品质 |
固定切削线速 |
|
每刃进给 |
主轴 方向 |
|
|
等级 |
主轴转速 |
|
|
进给 |
||
|
快速进给 |
转速范围码 |
|
|
刀具编号 |
刀具编号 |
编号 |
|
长度补偿号 |
刀俓补正编号 |
|
|
用户字段 |
注释 |
控制器设备 |
|
铣床加工设定 |
|
|
