此选项用于多个加工循环中,具有不同的目的和行为。
请使用 树 在屏幕的右侧。
循环: millyuGO 挖槽, 面铣挖槽, 挖槽, 挖槽+轮廓, 挖槽再加工, 轮廓精修, 精修再加工, millyuGO, PAM, 面粗铣, 挖槽 - 面, 平面加工, 轮廓精修 - 外形, Plunge Pocketing, Plunge Contouring
标准循环的定义
当刀具路径不连续时,GO2cam 提供了几种管理通道之间运动的可能性。 可以定义快速或 Fmax 进给率或快速进给率的比例。 以下是需要调整的参数:
运动
|
|

|
快速:完成快速运动。 |
|
|

|
G1 Fmax:运动以 Fmax 值完成,该值在机器文件中定义。 |
|
|

|
G0/G1 Fmax:我们根据参数快速/Fmax % 调整进给率。 |
Fmax 安全距离
这是退刀距离。
快速/Fmax %
|
值 = 0
运动以可用最大值进给率完成。
|
|
|
0 < 值 < 1
一些运动以可用最大值进给率完成。
|
|
|
值 = 1 所有运动均以快速方式完成。 |
|
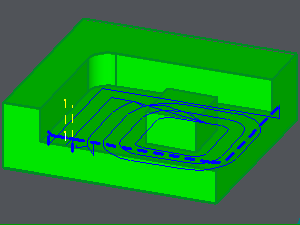
循环 :插入式袋铣, 插入式外型加工
插入式袋铣、插入式外型加工的定义
管理 XY 通道之间的快速运动和进给率值的定义。 将采用的进给率值在“技术”页面中定义。 Fmax 值在机器文件中定义。 可以在“常规”选项卡中定义。
在策略中,有三个选项:
快速 |
|
GO2cam 的屏幕上未显示任何路径。 |
|
在 2 个通道之间的每次运动时都会编程 G00。 |
|
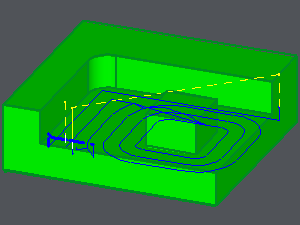
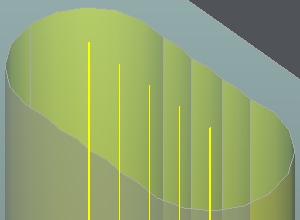
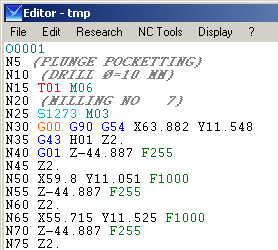
G1 Fmax |
|
显示的路径是透明的。 |
|
为 2 个通道之间的每次运动编程 G01。 机器文件中定义的 Fmax 是 F1000。 |
|
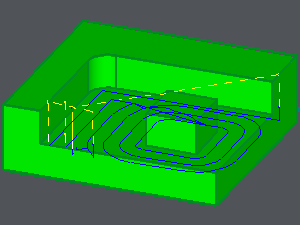
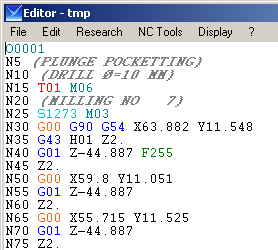
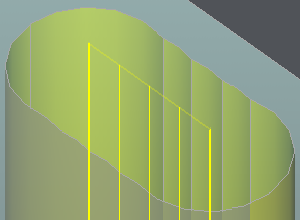
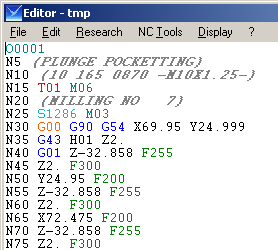
G1 进给率 |
|
显示的路径已满。 |
|
为两个通道之间的每次运动编程 G01。 进给率值在循环的“技术”页面中读取。 使用 返回 (在 Z 中)和 退刀 (在 XY 中)进给率,在我们的示例中分别为 F300 和 F200。 还对每个 G1 运动使用通用进给率(此处为 F255)。 为此,将返回和退刀进给率设置为 0。 |
|