循环 :
所有标准循环,除了: Z降层挖槽, Z降层面铣, 差补绞孔循环
所有自动外形循环,除了: PAM, 面铣
定义
切削方向是在顺铣和逆铣之间的选择。
英文术语: 顺铣 / 逆铣 也称为 顺铣 / 逆铣
提醒
顺铣 和 逆铣 惯例:
-
进给是在工件上给出的
-
刀具旋转是顺时针方向(M03)
|
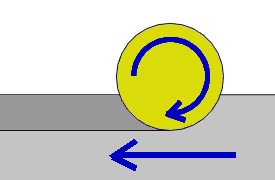
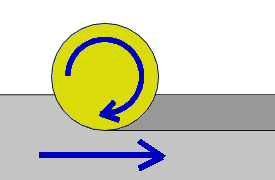
顺铣(顺铣) : 刀具旋转与进给方向相同。 比较:
|
逆铣(逆铣) : 刀具旋转与进给方向相反。 比较:
|
|
|
强制和优化
-
强制意味着所有刀具路径将绝对遵守切削方向。
-
优化也将遵守此选择,但赋予刀具路径在需要时更改方向的能力。
切削方向的四次迭代如下:
|
|
顺铣 + 强制 |
|
|
顺铣 + 优化 |
|
|
逆铣 + 强制 |
|
|
逆铣 + 优化 |
特殊情况
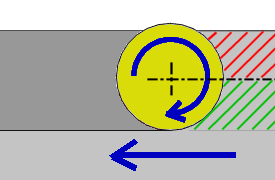
当刀具在全材料中加工时,或者更确切地说,当步距 > 刀具直径的 50% 时,加工是 同时顺铣和逆铣 .
|
绿色表示刀具顺铣的区域,红色表示刀具逆铣的区域。 这种情况将出现在诸如开粗/残料加工和挖槽等操作中。 例如,如果参数设置为顺铣/强制,则当刀具在全材料中工作时,它无法完全遵守。 在这种情况下,不要认为该软件做错了。 |
|