|
|
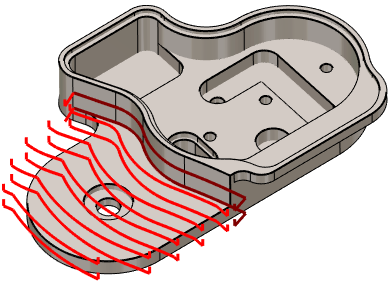
Bu çevrim, cebi kaba işlemek ve ardından kompanzasyon ile bir kontürleme ile yanları işlemek için kullanılır. İşleme Z paso ile Z paso yapılır, çok ince ağlara ve hassas parçalara sahip cepleri işlemek amaçlanmıştır. Cep ve kontürleme aynı takım ile yapılır. Cep işleme için klasik işlem: Cep + Kontür (veya Cep) + Cep tekrar işleme (veya Finiş tekrar işleme) + belki Finiş Kontür . |
Ana Noktalar
|
|
Strateji Parametreleri
|
İletişim Alanı |
Parametreler |
|
|
Cep Stratejisi |
||
|
Finiş Kontür |
||
|
Daha uzun Finiş işlemi |
||
|
Z adımlarının hesaplanması |
||
|
Üst üste binme Hesaplama |
||
|
|
||
|
İzinler |
||
|
Fazla kesme |
||
Hareket Parametreleri
|
İletişim Alanı |
Parametreler |
|
|
Güvenlik (Z'de) |
||
|
Z'de yaklaşma ve geri dönüş |
||
|
|
||
|
Z Dalma |
||
|
|
||
|
Hızlı hareketlerin yönetimi |
||
|
|
||
|
Güvenlik (XY'de) |
XY emniyet mesafesi |
|
Teknoloji Parametreleri
|
İletişim Alanı |
Parametreler |
|
|
Kesme Koşulları |
Kalite |
Kesme hızı |
|
İlerleme/diş |
F. mili Dönme yönü |
|
|
Devir |
İlerleme |
|
|
Boşta hareket ilerlemesi |
||
|
Finiş ilerleme hızı |
Devir sırası |
|
|
Takım Numaralandırma |
Takım no |
Özel numara |
|
Uzunluk telafi no |
Çap kompanzasyon no |
|
|
Kullanıcı Alanları |
Yorum |
Kontrol ünitesi |
|
Freze Ayarı |
|
|

Seçenekler Parametreleri
|
İletişim Alanı |
Parametreler |
|
|
Kelepçeler ve bileşenlerde davranış |
||
|
Güvenli alan |
||
|
Takım yolu Optimizasyonu |
||
|
|
||
|
Eğriler Hesaplama |
Segmentation |
|
|
|
||
|
|
||