|

|
Bu Döküm çevrimi, işlenmiş parçaya ek bir kalınlıkla paralel olarak şekillendirme anlamına gelen, döküm stokunda kaba bir işlem oluşturmak için kullanılır. Parçaya göre stokun kalınlığı stratejide belirtilmelidir ve takım yolları bu kalınlığa göre oluşturulacaktır. |
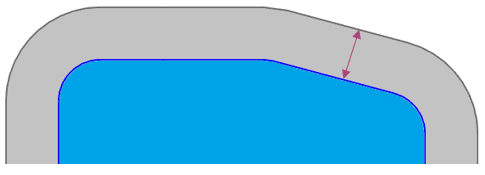
Part in Mavi ; Thickness in Gri |
Önemli Noktalar
|
Bu çevrimin önemli parametresi, parça ile ham döküm arasındaki farkı karşılayan kalınlık 'dır. Bu nedenle XY geçiş sayısını tanımlar. 
Not:
|
|
Strateji Parametreleri
|
Diyalog Alanı |
Parametreler |
|
|
Takım Yolu Stratejisi |
İşleme Yönü |
|
|
Optimizasyon |
|
|
|
İşleme Sınırı |
Sınırlama Alanı |
|
|
|
||
|
Döküm Stoğu |
Kalınlık |
|
|
Adım Hesaplaması |
Üst üste binme (Takım oranı) |
Adım değeri (Ae) |
|
XY Tarak |
Tarak oluşumu önlensin mi? |
|
|
Z Adım |
Z Adım (Ap) |
|
|
Toleranslar |
XY Stok payı |
Z Stok payı |
|
Normal stok boşluğu |
|
|
|
Yükseklik listesi |
Yükseklik listesi |
|
Hareket Parametreleri
|
Diyalog Alanı |
Parametreler |
|
|
Güvenlik (Z'de) |
Hızlı Hareket Düzlemi |
Güvenlik mesafesi |
|
Z'de yaklaşma ve geri dönüş |
Yaklaşma Yüksekliği |
Geri çekilme Yüksekliği |
|
Geri Dönme yüks |
|
|
|
Z Dalma |
Dalma |
Mini helix rad. |
|
Mini açı rad |
Küçük işleme alanı |
|
|
Dalma Açısı |
|
|
|
Hızlı hareketlerin yönetimi |
Hareketler: Hızlı, G1 Fmax, G0/G1 Fmax |
Fmax emniyet mesafesi |
|
Hızlı/Fmax % |
|
|
|
Güvenlik (XY'de) |
XY emniyet mesafesi |
SD/ Takım sapı |
|
Takım tutucu yönetimi |
|
|
Teknoloji Parametreleri
|
Diyalog Alanı |
Parametreler |
|
|
Kesme Koşulları |
Kalite |
Kesme Hızı |
|
Diş başına ilerleme |
F. mili Dönme yönü |
|
|
Devir |
||
|
İlerleme |
Devir sırası |
|
|
Takım Numaralandırması |
Takım no |
Özel numara |
|
Uzunluk telafi no |
Çap kompanzasyon no |
|
|
Kullanıcı Alanları |
Yorum |
Kontrol Cihazı |
|
Frezeleme Seti |
|
|

Seçenek Parametreleri
|
Diyalog Alanı |
Parametreler |
|
|
Kelepçeler ve bileşenler üzerindeki davranış |
XY Ofseti |
|
|
Güvenli alan |
Z Ofseti |
|
|
Takımyolu Optimizasyonu |
Ara kaba işleme alanı toleransı |
Yanal adım şekli |
|
İlerleme düşüşü katsayısı |
Maxi Yanal katsayısı |
|
|
HSM Radyüs tipi |
HSM işleme radyüsü |
|
|
Eğri Hesaplama |
Eğri segmentasyon |
|
|
Takımyolu Hesaplama |
Takımyolundaki yayların ayrışması |
Yayların ayrışma toleransı |
|
Soğutma |
||