Bu seçenek, farklı amaç ve davranışlarla çeşitli işleme çevrimlerinde kullanılır.
Lütfen ağaç ekranın sağ tarafında kullanın.
Çevrim: millyuGO cep, Yüzey Cep Boşaltma, Cep, Cep+Kontür, Cep tekrar işleme, Finiş Kontür, Finiş Tekrar İşleme, millyuGO, PAM, Yüzeye Göre Kaba, Cep - Yüzey, Düz Yüzey Finiş, Finiş Kontür -Şekil, Plunge Pocketing, Plunge Contouring
Standart Çevrimler için Tanım
Takım yolu sürekli olmadığında, GO2cam, geçişler arasındaki hareketleri yönetmek için çeşitli olanaklar sunar. Hızlı veya Fmax ilerleme hızında veya hızlı ilerleme hızının bir oranında hareketler tanımlanabilir. İşte ayarlanacak parametreler:
Hareketler
|
|

|
Hızlı: hızlı hareketler yapılır. |
|
|

|
G1 Fmax: hareketler, makine dosyasında tanımlanan Fmax değeriyle yapılır. |
|
|

|
G0/G1 Fmax: ilerleme hızını, Hızlı/Fmax % parametresine göre modüle ederiz. |
Fmax emniyet mesafesi
Geri çekme mesafesidir.
Hızlı/Fmax %
|
Değer = 0
Hareket, mevcut maksimum değerle ilerleme hızında yapılır.
|
|
|
0 < Değer < 1
Bazı hareketler, mevcut maksimum değerle ilerleme hızında yapılır.
|
|
|
Değer = 1 Hareketlerin tümü hızlı yapılır. |
|
Çevrim : Dalarak Cep Boşaltma, Çevre Dolaşma Dalma
Dalarak Cep Boşaltma, Çevre Dolaşma Dalma için Tanım
XY geçişleri arasındaki hızlı hareketlerin yönetimi ve ilerleme hızı değerlerinin tanımı. Alınacak ilerleme hızı değerleri 'Teknoloji' sayfasında tanımlanır. Fmax değeri makine dosyasında tanımlanır. 'Genel' sekmesinde tanımlanabilir.
Stratejide üç seçenek vardır:
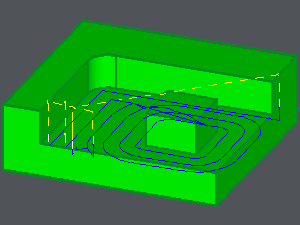
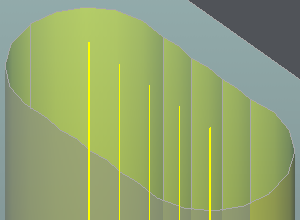
Hızlı |
|
GO2cam ekranında hiçbir yol görüntülenmez. |
|
2 geçiş arasındaki her hareket için G00 programlanır. |
|
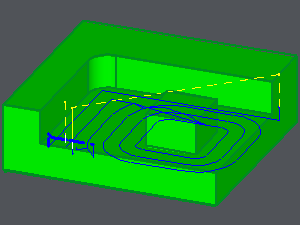
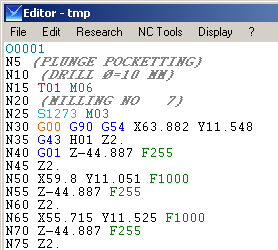
G1 Fmax |
|
Görüntülenen yol şeffaftır. |
|
2 geçiş arasındaki her hareket için G01 programlanır. Makine dosyasında tanımlanan Fmax, F1000'dir. |
|
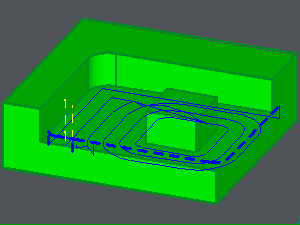
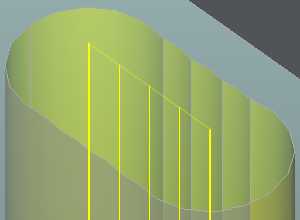
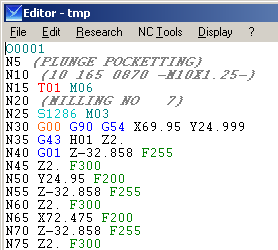
G1 ilerleme hızı |
|
Görüntülenen yol doludur. |
|
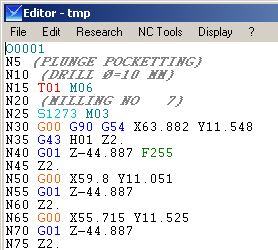
İki geçiş arasındaki her hareket için G01 programlanır. İlerleme hızı değerleri, çevrimin 'Teknoloji' sayfasından okunur. Kullanın geri dönüş (Z'de) ve geri çekme (XY'de) ilerleme hızları, örneğimizde sırasıyla F300 ve F200. Ayrıca, her G1 hareketi için genel ilerleme hızını kullanın (burada F255). Bunun için, geri dönüş ve geri çekme ilerleme hızlarını 0 olarak ayarlayın. |
|