|
|
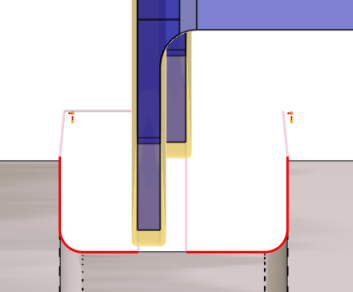
Bu finiş çevrimi, diğer kanal açma çevrimlerinden sonra kullanılmak üzere tasarlanmıştır. Ancak aynı zamanda özel bir kullanıma sahiptir:
|
Önemli Noktalar
|
|
Strateji Parametreleri
|
İletişim Alanı |
Parametreler |
|
|
Takım yolu |
||
|
İşleme Stratejisi |
||
|
XY Stok payı |
||
|
Z Stok payı |
||
Hareket Parametreleri
|
İletişim Alanı |
Parametreler |
|
|
Yaklaşma ve Geri Dönüş Özellikleri |
||
|
Takım yarıçapı ile hesaplama |
Giriş/Çikiş |
|
Teknoloji Parametreleri
|
İletişim Alanı |
Parametreler |
|
|
Kesme Koşulları |
Kalite |
Kesme hızı |
|
Devir |
Devir sırası |
|
|
İlerleme Z'te |
İlerleme |
|
|
İlerleme X'te |
F. mili Dönme yönü |
|
|
Maksi devir |
||
|
|
||
|
Takım Numaralandırma |
Takım no |
Özel numara |
|
Radyüs telafi numarası |
Mesafe Telafi. no 1 |
|
|
Mesafe Telafi. no 2 |
|
|
|
Kullanıcı Alanları |
Yorum |
Kontrol ünitesi |
|
İşleme Seti |
|
|

Seçenekler Parametreleri
|
İletişim Alanı |
Parametreler |
|
|
Çarpışmaların yönetimi |
||
|
Güvenli alan |
||
|
Eğriler Hesaplama |
Eğri toleransı |
Eğriye patlatma |
|
|
||
|
Seçenekler |
|
|