|
|
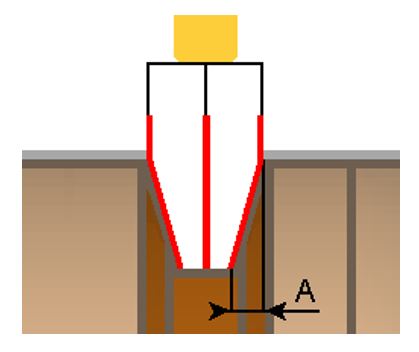
Bu çevrim, oluk şekli ile ilgili özel kısıtlamalarla, 'O-ring veya segman' takım yolu için özel olarak kullanılır. |
Anahtar Noktalar
|
O’ring takım yolunu uygulayabilmek için, oluk çok özel bir şekilde tanımlanmalıdır:
Bu koşullara uyulmazsa, GO2cam bir hata mesajı görüntüler ve çevrim işleme ağacında 'Bekleme' durumuna getirilir. |
|
Strateji Parametreleri
|
İletişim Alanı |
Parametreler |
|
|
Takım yolu |
||
|
|
||
|
İşleme Stratejisi |
Z adım |
|
|
XY Stok payı |
||
|
Z Stok payı |
||
Hareket Parametreleri
|
İletişim Alanı |
Parametreler |
|
|
Yaklaşım ve Geri Dönüş Özellikleri |
||
|
Daha uzun Finiş işlemi |
|
|
Teknoloji Parametreleri
|
İletişim Alanı |
Parametreler |
|
|
Kesme Koşulları |
Kalite |
Kesme hızı |
|
Devir |
Devir sırası |
|
|
İlerleme Z'te |
İlerleme |
|
|
İlerleme X'te |
F. mili Dönme yönü |
|
|
Max devir |
||
|
|
||
|
Takım Numaralandırma |
Takım no |
Özel numara |
|
Radyüs telafi numarası |
Uzunluk telafi no 1 |
|
|
Uzunluk telafi no 2 |
|
|
|
Kullanıcı Alanları |
Yorum |
Kontrol ünitesi |
|
İşleme Seti |
|
|

Seçenekler Parametreleri
|
İletişim Alanı |
Parametreler |
|
|
Çarpışmaların yönetimi |
||
|
Güvenli alan |
||
|
Z seviyede Hızlı işleme için güvenlik mesafesi |
X seviyede Hızlı işleme için güvenlik mesafesi |
|
|
Eğriler Hesaplama |
Eğri toleransı |
Eğriye patlatma |
|
Kalacak paso |
|
|