
|
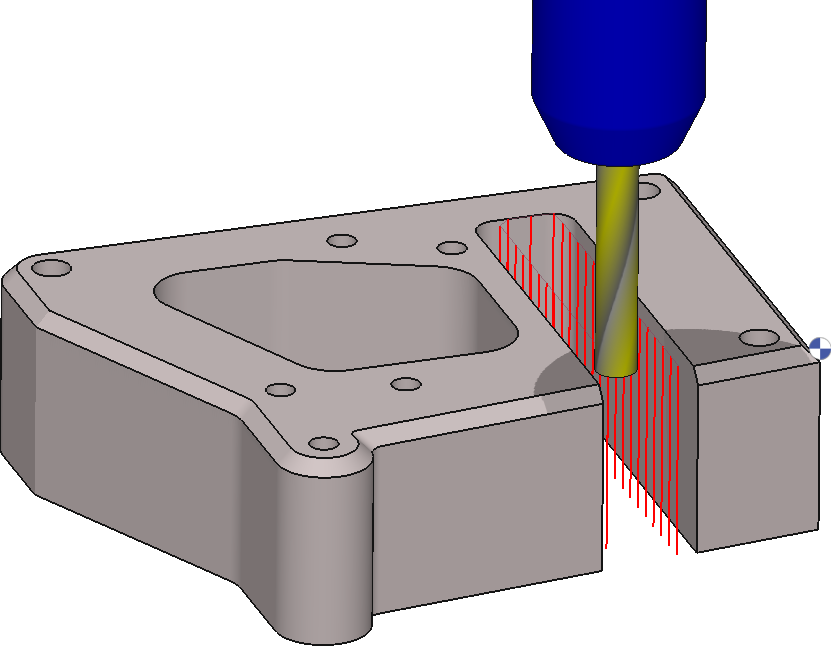
輪郭プロファイルの荒加工専用の突き加工サイクル。Z方向のプランジのたわみがなく、機械の振動が大幅に減少するため、突き加工は高速で生産性が高い。 |
重要なポイント
|
|
戦略パラメータ
|
ダイアログエリア |
パラメータ |
|
|
輪郭突き加工 |
||
|
XYステップ(Ae) |
||
|
リトラクト高さ |
||
|
|
||
|
仕上代 |
||
|
Zプランジ |
タイプ |
Zステップ(Ap) |
|
逃げ量増加 |
停止 |
|
動作パラメータ
|
ダイアログエリア |
パラメータ |
|
|
安全距離(Z方向) |
||
|
Z方向アプローチとリターン |
||
|
リードインとリードアウト |
||
|
|
||
|
早送りの管理 |
|
|
技術パラメータ
|
ダイアログエリア |
パラメータ |
|
|
切削条件 |
品質 |
切削速度 |
|
1刃あたりの送り |
主軸回転方向 |
|
|
レベル |
主軸回転数 |
|
|
送り速度 |
リターン送り速度 |
|
|
リトラクト送り速度 |
主軸回転レンジ |
|
|
工具番号付け |
工具番号 |
特定番号 |
|
長補正番号 |
径補正番号 |
|
|
ユーザーフィールド |
コメント |
制御装置 |
|
ミリングセット |
|
|
