このオプションは、いくつかの加工サイクルで使用され、目的と動作が異なります。
画面の右側に表示されている ツリー を使用してください。
Cycles: millyuGOポケット、フェイシングポケット、ポケット、ポケット+輪郭、ポケット再加工、仕上げ輪郭、仕上げ再加工、millyuGO、PAM、フェイシング荒加工、ポケット(面)、平面仕上げ、仕上げ輪郭(形状) / ポケット突き加工、輪郭突き加工
標準サイクルの定義
ツールパスが連続していない場合、GO2camはパス間の動作を管理するためのいくつかの可能性を提供します。
早送りまたはFmax送り速度、または早送り速度の比率で動作を定義できます。
調整するパラメータは次のとおりです。
動作

|

|
早送り:早送り動作が行われます。 |
|

|

|
G1 Fmax:動作は、機械ファイルで定義されているFmax値で行われます。 |
|

|

|
G0/G1 Fmax:パラメータ早送り/Fmax%に従って送り速度を変調します。 |
Fmax安全距離
退避距離
早送り/Fmax%
|
値=0
The movement is done in feedrate with the maximum value available.
|
|
|
0 < Value < 1
Some movements are done in feedrate with the maximum value available.
|
|
|
値=1 すべての移動は早送りで行われます。 |
|
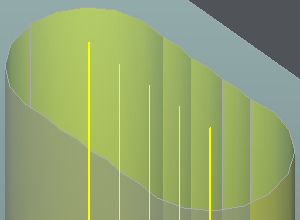
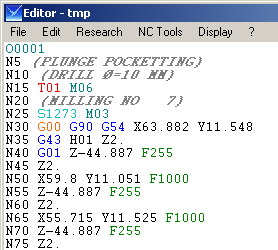
サイクル: ポケット突き加工、輪郭突き加工
突き加工、輪郭突き加工の定義
XYパス間の早送り動作の管理と送り速度値の定義。
このストラテジーでは、次の3つのオプションから選択できます。
-
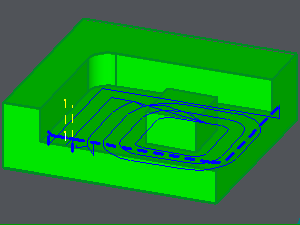
早送り
-
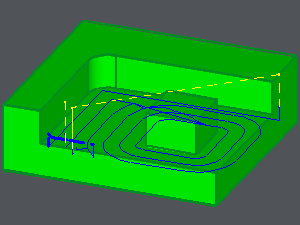
G1 Fmax
-
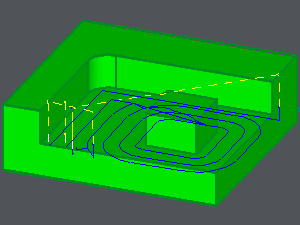
G1送り速度
使用される送り速度値は、「 技術 '.
」ページで定義されます。Fmax値は機械ファイルで定義されています。「 一般 '.
早送り |
|
」タブで定義できます。 |
|
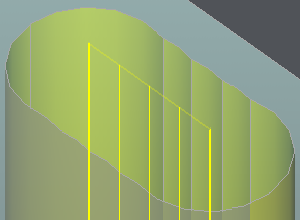
GO2camの画面にはパスが表示されません。 |
|
G1 Fmax |
|
2つのパス間の各動作にはG00がプログラムされます。 |
|
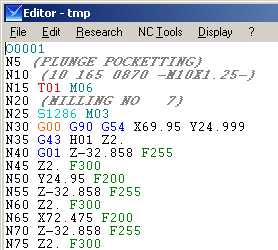
表示されるパスは透過です。 2つのパス間の各動作にはG01がプログラムされます。 |
|
G1送り速度 |
|
機械ファイルで定義されているFmaxはF1000です。 |
|
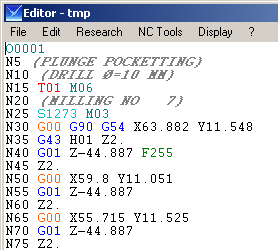
表示されるパスは透過です。 表示されるパスは塗りつぶされています。 技術 送り速度値はサイクルの「 復帰 」ページで読み取られます。 Z方向には 、XY方向には リトラクト送り速度を使用できます。例ではそれぞれF300とF200です。 各G1動作に対して一般 送り速度 を使用することもできます(ここではF255)。これを行うには、復帰とリトラクトの送り速度を0に設定します。 |
|