General Information
|
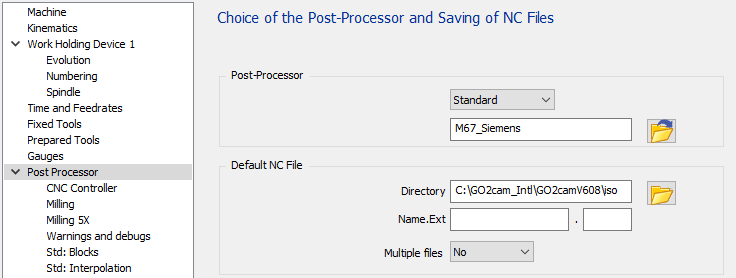
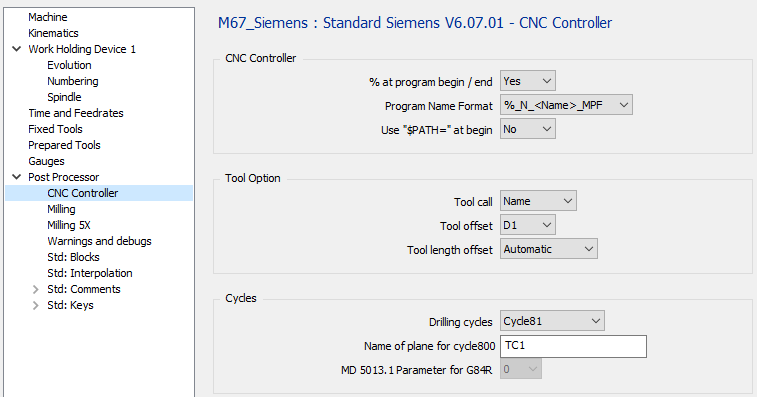
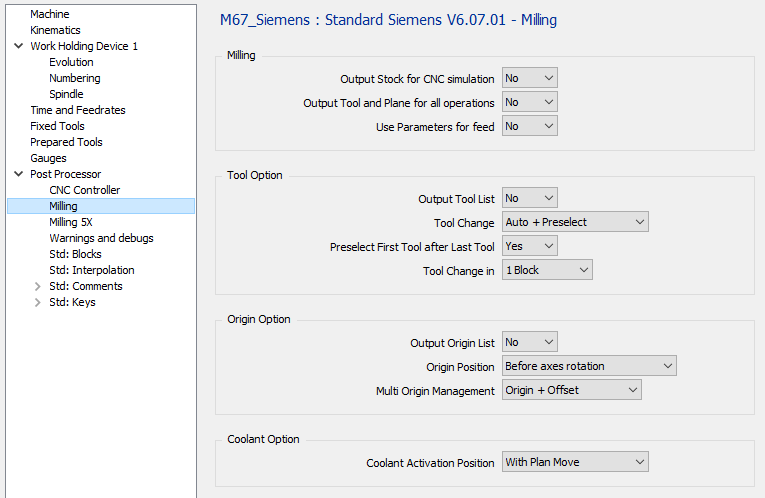
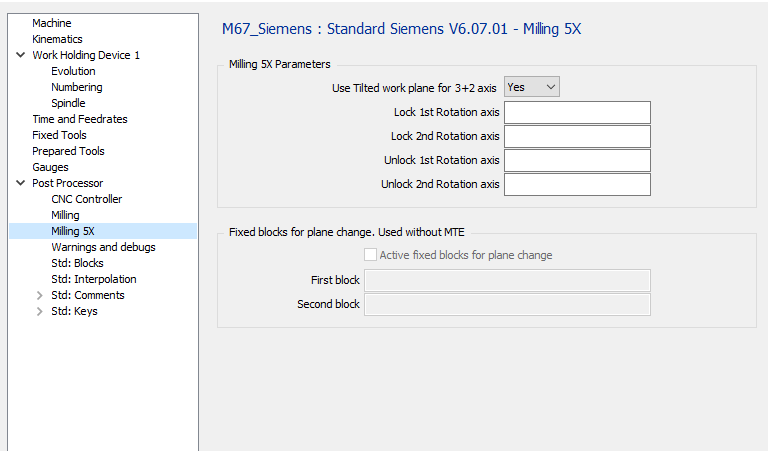
標準には、利用可能なすべてのオプションを管理するための3つの設定ページがあります。最初のページ「CNCコントローラ」はCNCオプションに関するものです。2番目のページ「フライス盤」では、フライス盤、工具、クーラント、原点の出力に適応できます。3番目のページ「フライス盤」は5軸パラメータに関するものです。 |
|
1 CNC Controller page
|
1.1 CNC Controller - % at program begin / end
|
オプション |
結果 |
|
いいえ |
N5 G00 G53 Z0 … … M30 |
|
はい |
% N5 G0 G53 Z0 … … M30 % |
1.2 CNC Controller - Program Name Format
|
オプション |
結果 |
|
%_N_<name>_MPF |
%_N_PROG_MPF N5 G00 G53 Z0 … … |
|
%MPF<number> |
%MPF1 N5 G00 G53 Z0… … … |
|
なし |
N5 G00 G53 Z0 … … |
1.3 CNC Controller – Use “$PATH=” at Begin
このオプションは、%_N_<name>_MPF が使用されている場合のみ使用できます
|
オプション |
結果 |
|
いいえ |
%_N_PROG_MPF N5 G00 G53 Z0 … … |
|
はい |
%_N_PROG_MPF ;$PATH=/_N_PART_DIR N5 G00 G53 Z0… … … |
1.4 Tool Option – Tool Call
|
オプション |
結果 |
|
番号 |
… … T01 M06 … … |
|
名前 |
… … T=”MILL_D10” M06 … … |
1.5 Tool Option – Tool Offset
|
オプション |
結果 |
|
D1 |
… … T01 D01 … … T02 D01 … … |
|
D |
… … T01 D01 … … T02 D02 … … |
1.6 Tool Option – Tool Length Offset
|
オプション |
結果 |
|
自動 |
… … T01 D01 Z20 … … |
|
G43 H.. |
… … T01 G43 H01 Z20 … … |
1.7 Cycles – Drilling Cycles
|
オプション |
結果 |
|
サイクル81 |
… MCALL CYCLE81(2,0,2,-10.412,) … MCALL … |
|
Fanucライク |
… G81 G94 Z-10.412 R2. F606 … G80 … |
|
G81 R… |
… R2=0 R3=10.412 R10=2 G81 … G80 … |
1.8 Cycles – Name of Plane for CYCLE800
|
オプション |
結果 |
|
“TC1” |
… CYCLE800(1,” TC1 ”,0,39,0,0,0,180,-90,0,0,0,0,-1) … |
|
“TABLE” |
… CYCLE800(1,” TABLE ”,0,39,0,0,0,180,-90,0,0,0,0,-1) … |
1.9 Cycles – MD 5013.1 Parameter for G84 R
これは、エンコーダの有無にかかわらずG84 Rを使用するかどうかを定義します。これは、「MD 5013.1」機械パラメータにリンクされています。これにより、R6とR7の値が変更されます。
非剛性タッピングの場合のみ機能します。
|
オプション |
結果 |
|
0 |
… R2=0 R3=6 R4=0 R6=4 R7=3 R9=0.8 R10=2 R11=0 G84 … G80 … |
|
1 |
… R2=0 R3=6 R4=0 R6=0 R9=0.8 R10=2 R11=0 G84 … G80 … |
2 Milling page
|
2.1 Milling – Output Stock for CNC Simulation
|
オプション |
結果 |
|
いいえ |
%_N_PROG_MPF … |
|
はい |
%_N_PROG_MPF WORKPIECE(,””,,”BOX”,112,1-39,0,-42.5,-35,42.5,35) … |
2.2 Milling – Output Tool and Plane for all operations
|
オプション |
結果 |
|
いいえ |
;OP 1 WITH TOOL 1 AND PLANE 1 T01 D01 M06 CYCLE800(1,”TC1”,0,39,0,0,0,90,-90,0,0,0,0,-1) … … ;OP 2 WITH TOOL 1 AND PLANE 1 … … |
|
はい |
;OP 1 WITH TOOL 1 AND PLANE 1 T01 D01 M06 CYCLE800(1,”TC1”,0,39,0,0,0,90,-90,0,0,0,0,-1) … … ;OP 2 WITH TOOL 1 AND PLANE 1 T01 D01 M06 CYCLE800(1,”TC1”,0,39,0,0,0,90,-90,0,0,0,0,-1) … … |
2.3 Milling – Use Parameters for Feed
|
オプション |
結果 |
|
いいえ |
T01 D01 M06 G00 X.. Y.. Z.. Z-.. F160 G1 X.. Y.. F200 … … |
|
はい |
R21 = 200 R22 = 160 T01 D01 M06 G00 X.. Y.. G43 H1 Z.. Z-.. F=R22 G01 X.. Y.. F=R21 … … |
2.4 Tool Option – Output Tool List
|
オプション |
結果 |
|
いいえ |
%_N_PROG_MPF … … |
|
はい |
%_N_PROG_MPF ;工具リスト開始 ;T01 エンドミル D10 ;T02 ドリル D08 … ;工具リスト終了 … … |
2.5 Tool Option – Tool Change
|
オプション |
結果 |
|
手動 |
… ;エンドミル D10 M0 … |
|
自動 |
… ;エンドミル D10 T01 D01 M06 … |
|
自動+プリセレクト |
… ;エンドミル D10 T01 D01 M06 T02 … |
2.6 Tool Option – Preselect First Tool after Last Tool
|
オプション |
結果 |
|
いいえ |
;最初の操作 T01 D01 M06 T02 … … ;最後の操作 T05 D01 M06 … … M30 |
|
はい |
;最初の操作 T01 M06 T02 … … ;最後の操作 T05 D01 M06 T01 … … M30 |
2.7 Tool Option – Tool Change in
|
オプション |
結果 |
|
1ブロック |
… … T01 D01 M06 … … |
|
2ブロック |
… … T01 D01 M06 … … |
2.8 Origin Option – Output Origin List
|
オプション |
結果 |
|
いいえ |
%_N_PROG_MPF … … |
|
はい |
%_N_PROG_MPF ;原点リスト開始 ;G54 ;G55 ;原点リスト終了 … … |
Origin position
|
オプション |
結果 |
|
軸回転後 |
|
|
軸回転前 |
|
2.9 Origin Option – Multi Origin Management
|
オプション |
結果 |
|
原点のみ |
% O1000 … G54 … |
|
原点+オフセット |
% O1000 … G54 TRANS X10 Y20 Z10 … |
MTEなし:
パーツに定義されている各原点についてオプションが「原点のみ」に設定されている場合、異なるGコード(G54、次にG55、G56…)を出力します。つまり、CNCで管理される原点の数によって制限されます。原点を増やすことができる場合は、2番目のオプション「原点+オフセット」を使用する必要があります
オプションが「原点+オフセット」に設定されている場合、G54とG52によるオフセットのみが出力されます
MTEあり:
原点は、次の構文「$G54_」を使用して原点名に定義できます。つまり、G54がNCプログラムで使用されます。デコードされた名前が定義されていない場合、デフォルトの原点G54が出力されます。
「原点+オフセット」を使用する場合は、すべての操作で1つの原点のみを使用する必要があります。すべてのオフセットは、基準平面原点または単一原点から計算されるためです。
_の後にテキストを追加して、オフセットを認識できます「$G54_Up」、「$G54_Right」、…
5軸機械の場合:
原点オフセットは、出力するように設定されている場合、傾斜平面関数G68.1を使用して出力されます。つまり、G52は出力されません。
2.10 Coolant Option – Coolant Activation Position
|
オプション |
結果 |
|
スピンドルあり |
… … T01 D01 M06 S800 M03 M08 G00 X.. Y.. Z… … … |
|
平面移動あり |
… … T01 D01 M06 S800 M3 G00 X.. Y.. M8 Z.. … … |
|
プランジ移動あり |
… … T01 D01 M06 S800 M03 G00 X.. Y.. Z.. M08 … … |
3 Milling 5X
|
3.1 Milling 5X Parameters – Use Tilted work Plane for 3+2 Axis
|
オプション |
結果 |
|
いいえ |
… … T01 D01 M06 C180 A-90 … … |
|
はい |
… … T01 D01 M06 CYCLE800(1,“TC1 »,0,39,0,0,0,180,-90,0,0,0,0-1) … … |
3.2 フライス盤5Xパラメータ–ロック1 1番目 回転軸
|
オプション |
結果 |
|
空 |
… … C180 … … |
|
“M10” |
… … C180 M10 … … |
3.3 フライス盤5Xパラメータ–ロック2 2番目 回転軸
|
オプション |
結果 |
|
空 |
… … B-90 … … |
|
“M12” |
… … B-90 M12 … … |
3.4 フライス盤5Xパラメータ–ロック解除1 1番目 回転軸
|
オプション |
結果 |
|
空 |
… … C180 … … |
|
“M11” |
… … M11 C180 … … |
3.5 フライス盤5Xパラメータ–ロック解除2 2番目 回転軸
|
オプション |
結果 |
|
空 |
… … B-90 … … |
|
“M13” |
… … M13 B-90 … … |
3.6 Fixed blocks for plane change - Active fixed blocks for plane change
このオプションは、機械構成にキネマティックが定義されていない場合にのみ使用されます。
|
オプション |
結果 |
|
チェック |
定義された固定ブロックは、平面変更がある場合に出力されます |
|
チェックなし |
平面変更がある場合、ブロックは出力されません。 |
3.7 Fixed blocks for plane change - First and second
|
オプション |
結果 |
|
空 |
… … |
|
“G0 Z100” |
… … G00 Z100 … … |
4 Launch page
|
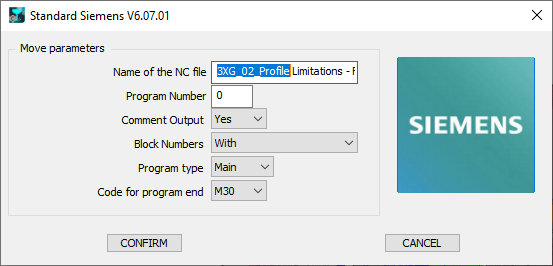
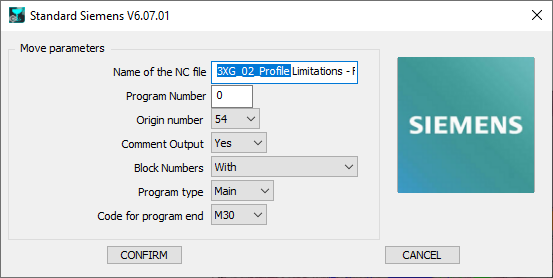
機械キネマティックが定義されている場合 |
機械キネマティックが定義されていない場合 |
|
|
4.1 Name of the NC File
ここで、生成されたNCファイルの名前を定義します。拡張子はMCF構成で定義する必要があります。
4.2 Program Number
0が定義されている場合、プログラム番号は1に設定されます。
|
オプション |
結果 |
|
0 |
%MPF1 … … |
|
“10” |
%MPF10 … … |
|
“1234” |
%MPF1234 … … |
4.3 Origin Number
このパラメータは、機械ファイルにキネマティックが定義されていない場合にのみ使用されます。パラメータは、NCプログラムで使用される最初の原点を定義します。
処理するパラメータが 複数原点 「原点のみ」に設定されている場合、平面が変更されると原点番号が増加します。
|
オプション |
結果 |
|
54 |
%MPF1 T01 M06 G54 … |
|
55 |
%MPF1 T01 M06 G55 … |
4.4 Comment Output
|
オプション |
結果 |
|
いいえ |
… … T01 D01 M06 … … |
|
はい |
… … ;フェーシング ;エンドミル D12 T01 D01 M06 … … |
4.5 Block Numbers
|
オプション |
結果 |
|
あり |
… N5 T01 D01 M06 N10 G00 X.. Y.. N15 G43 Z.. H1 … … N50 T02 D01 M06 N55 G00 X.. Y.. N60 G43 Z.. H2 … … |
|
なし |
… T01 D01 M06 G0 X.. Y.. G43 Z.. H1 … … T02 D02 M06 G00 X.. Y.. G43 Z.. H2 … … |
|
工具交換のみ |
… N5 T01 D01 M06 G00 X.. Y.. G43 Z.. H1 … … N10 T02 D01 M06 G00 X.. Y.. G43 Z.. H2 … … |
4.6 Program Type :
|
オプション |
結果 |
|
メイン |
%MPF1 … … M30 |
|
サブ |
%SPF1 … … M17 |
4.7 Code for Program End
|
オプション |
結果 |
|
M30 |
… … M30 |
|
M02 |
… … M02 |