This page refers to the robot strategy dialog in versione 6.12.207.
Richiama :
Il percorso utensile del ciclo viene calcolato in anticipo. Per ogni punto del percorso utensile, vengono forniti i seguenti dati:
-
Posizione del punto
-
Orientamento dell'asse Z (gli assi X e Y rimangono indefiniti)
Differenze tra robot industriali a 6 assi e macchine utensili tradizionali a controllo numerico
-
Configurazioni ridondanti:
2 per la spalla, 2 per il gomito e 2 per il polso → per un totale di 8 possibili configurazioni. -
Giri ridondanti (soprattutto su J4 e J6):
Lo stesso percorso cartesiano può essere eseguito con J6 che entra [-180°, 180°] o [180°, 540°] . -
Orientamenti ridondanti del TCP (punto centrale dell'utensile):
I robot industriali a 6 assi forniscono un orientamento dell'utensile completamente definito. Se gli assi X e Y non sono definiti in anticipo, gli orientamenti possibili sono infiniti.
Necessità di una posizione di riferimento
Per convertire un percorso utensile con orientamento parzialmente indefinito in posizioni articolari del robot senza ambiguità, è necessario un posizione di riferimento . Da esso estraiamo:
-
Configurazione di riferimento del robot (mantenuta durante tutto il ciclo).
-
Angoli articolari di riferimento del robot , a cui verrà adattata la prima posizione del robot generata (per determinare i giri articolari, in particolare J4 e J6).
-
Orientamento TCP di riferimento , utilizzato per definire l'orientamento dell'utensile di ingresso.
La posizione di riferimento può essere definita come:
-
Formato articolare (specifico del robot) → orientamento dell'utensile tramite cinematica diretta,
-
Formato cartesiano con configurazione (generico) → posizioni articolari tramite cinematica inversa.
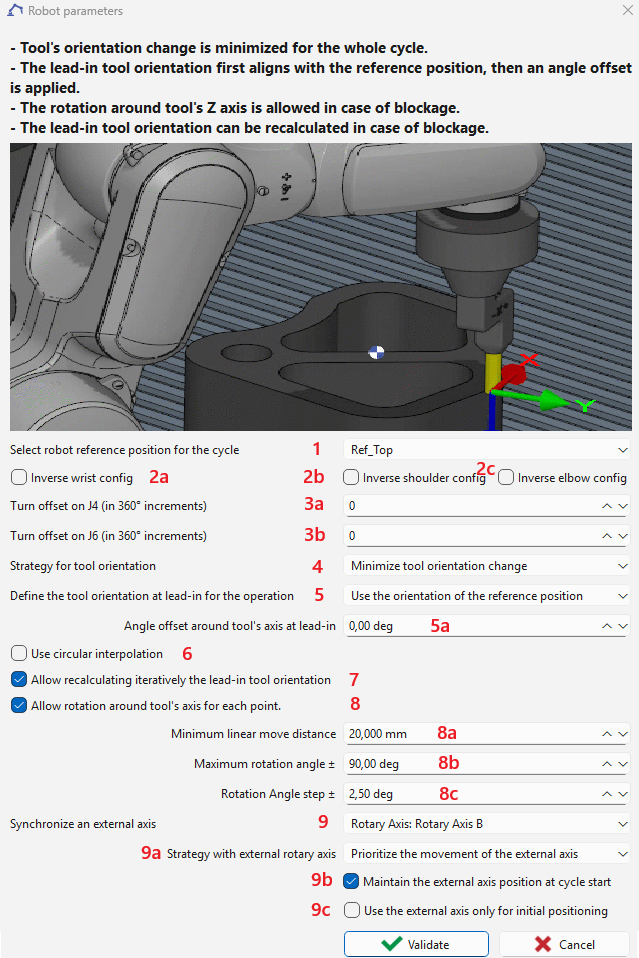
Posizione di riferimento del robot ( 1 )
È possibile selezionare la posizione di riferimento. Per impostazione predefinita, viene utilizzata la posizione del robot prima del ciclo. Questa posizione di riferimento viene utilizzata per:
-
Definisci il configurazione spalla-gomito-polso , mantenuto durante tutto il ciclo (può essere invertito dalle opzioni 2a , 2b , 2c ).
-
Definisci un posizione angolare articolare di riferimento , utilizzato in modo che la prima posizione articolare generata sia il più vicino possibile ad essa. Ciò evita ambiguità negli assi con più giri (comunemente J4 e J6, a volte senza fine). Ulteriori regolazioni dei giri possono essere applicate con 3a e 3b .
-
Proponi un orientamento TCP di riferimento (in caso di utensile trasportato). L'orientamento dell'utensile di ingresso può quindi essere:
-
allineato a questo orientamento di riferimento e ruotato di un angolo di offset ( 5a ), o
-
allineato alla tangente del percorso utensile con un angolo di offset fisso ( 5b ), a seconda dell'opzione 5 .
-

Gestione dell'orientamento dell'utensile ( 4 )
-
Sono disponibili due modalità:
-
Riduci al minimo la modifica dell'orientamento dell'utensile per utensili a simmetria assiale
-
L'orientamento viene mantenuto il più stabile possibile.
-
Se necessario, questa regola può essere ignorata quando l'opzione 8 è abilitata.
-
-
Segui la tangente del percorso utensile con offset Per utensili non a simmetria assiale come una lama
-
-
Se uno spostamento continuo (lineare o circolare) non riesce a causa della raggiungibilità, dei limiti articolari o delle singolarità, quindi in modalità Riduci al minimo la modifica dell'orientamento , con l'opzione 8 abilitata, il TCP può essere ruotato attorno al suo asse Z per rendere il percorso fattibile.
-
Svantaggio: Ciò può causare ampie rotazioni su brevi distanze, portando a effetti indesiderati (ad esempio, sovra-taglio nella sbavatura). Le opzioni 8a e 8b aiutano a prevenire questo.
-
-
Per i punti di approccio, ritiro o ritorno (dove l'utensile non è a contatto con il pezzo), la rotazione è sempre consentita in entrambe le modalità.
Assi esterni ( 9 )
È possibile definire un asse esterno aggiuntivo:
-
Asse lineare che sposta il robot , può essere sincronizzato con l'asse articolare del robot.
-
Asse rotante che sposta il pezzo , può essere sincronizzato con l'asse articolare del robot.
-
Asse lineare collegato alla flangia del robot , che sposta l'utensile lungo l'asse Z del TCP, selezionabile solo per cicli di foratura, maschiatura o filettatura. Questo asse non può essere sincronizzato con l'asse articolare del robot ).

L'asse deve avere un identificatore diverso da zero per essere disponibile per la selezione in questa finestra di dialogo e per sincronizzarsi con gli assi del robot.
In caso di sincronizzazione dell'asse esterno, sono disponibili opzioni aggiuntive 9a , 9b e 9c .
9a — Strategia di sincronizzazione con il 7° asse
È possibile selezionare la strategia di sincronizzazione tra il robot e il 7° asse:
-
Dai la priorità al movimento del 7° asse :
Il movimento del 7° asse è prioritario per mantenere il robot il più vicino possibile alla posizione longitudinale definita dalla posizione di riferimento selezionata rispetto all'asse esterno. -
Riduci al minimo la modifica dell'orientamento dell'utensile :
Il sistema riduce al minimo le variazioni nell'orientamento dell'utensile (asse Z del telaio dell'utensile, come definito dal riferimento) durante il movimento sincronizzato.
9b — Strategia di posizione di ingresso
È possibile scegliere come il sistema raggiunge la posizione di riferimento di ingresso:
-
Approccio solo robot :
Il robot si sposta nella posizione di riferimento mentre l'asse esterno rimane fermo. -
Approccio sincronizzato :
Sia il robot che l'asse esterno si muovono contemporaneamente per raggiungere la posizione di riferimento selezionata.
9c — Modalità di esecuzione del percorso
È possibile definire se il percorso successivo viene eseguito:
-
Sia dal robot che dall'asse esterno , consentendo il movimento sincronizzato, o
-
Solo dal robot , con l'asse esterno che rimane fisso durante l'esecuzione del percorso. In questa modalità, l'asse esterno viene utilizzato esclusivamente per il posizionamento di approccio e non partecipa al movimento coordinato durante il percorso.
Opzioni aggiuntive
-
2a , 2b , 2c : Invert shoulder, elbow, or wrist configuration.
-
3a , 3b : Apply a turn offset to J4 or J6.
-
Esempio: Se J6 è limitato a [-720°, 720°] e il suo valore prima del ciclo è 680° (vicino al limite superiore), l'applicazione di un offset di rotazione di -1 cambia il riferimento J6 a 320° (680° – 360°).
-
-
5 : Select method for lead-in orientation.
-
6 : Activate circular interpolation.
-
7 : Se il ciclo fallisce, GO2robot cerca iterativamente un orientamento di ingresso valido, utilizzando un passo angolare definito in 8c . In caso di successo, il valore 5a o 5b viene aggiornato con il nuovo parametro.
-
8: enable tool orientation change in mode Minimize tool orientation change . 8a , 8b : Additional constraints to avoid excessive orientation changes.