|
|
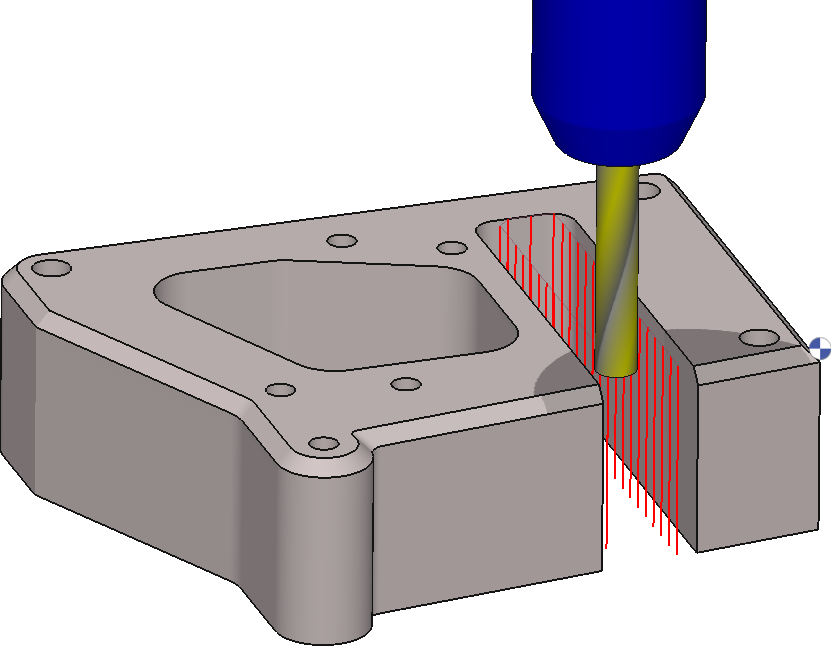
Cycle d'usinage en plongée dédié à l'ébauche des profils de contour. Les opérations de plongée sont rapides et productives grâce à l'absence de flexion des plongées Z et beaucoup moins de vibrations pour la machine. |
Points clés
|
|
Paramètres de stratégie
|
Zone de dialogue |
Paramètres |
|
|
Cycle de tréflage contour |
||
|
Hauteur de retrait |
||
|
|
||
|
Surépaisseurs |
||
|
Plongée Z |
||
Paramètres de mouvement
|
Zone de dialogue |
Paramètres |
|
|
Sécurité (en Z) |
||
|
Approche et retour en Z |
||
|
Engagement et Dégagement |
||
|
|
||
|
Gestion des rapides |
|
|
Paramètres de technologie
|
Zone de dialogue |
Paramètres |
|
|
Conditions de coupe |
Qualité |
Vitesse de coupe |
|
Avance par dent |
Sens de rotation |
|
|
Niveau |
Vitesse rotation |
|
|
Avance |
Avance de retour |
|
|
Avance retrait |
Numéro de gamme |
|
|
Numérotation des outils |
Numéro d'outil |
Numéro spécifique |
|
N° correcteur longueur |
N° correcteur diamètre |
|
|
Champs utilisateurs |
Commentaire |
Moyen de contrôle |
|
Jeu de fraisage |
|
|

Paramètres des options
|
Zone de dialogue |
Paramètres |
|
|
Comportement sur les brides et composants |
||
|
Zone de sécurité |
||
|
Calcul des courbes |
Découpe courbe |
|