|
|
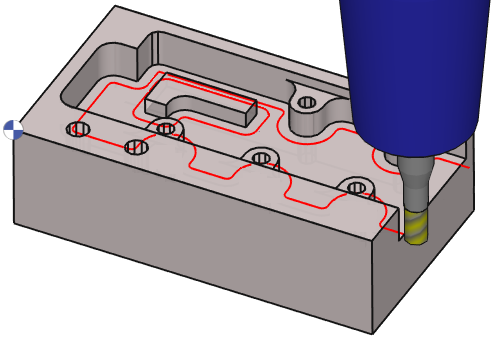
Ce cycle est un cycle de contournage avec compensation effectuée après une ébauche de poche. Il est basé sur la géométrie affichée lors de la sélection du cycle de poche. Processus classique pour l'usinage de poche : Poche (ou Poche + Contour) + Reprise poche + peut-être Contour Finition . |
Points clés
|
|
Paramètres de stratégie
|
Zone de dialogue |
Paramètres |
|
|
Stratégie de trajectoire |
||
|
Trajectoire et compensation |
||
|
Surlongueur finition |
||
|
Surépaisseur outil et brut dans la poche |
||
|
Calculer les pas Z |
||
|
Surépaisseurs |
||
|
Débordement |
||
Paramètres de mouvement
|
Zone de dialogue |
Paramètres |
|
|
Sécurité |
||
|
Approche et retour en Z |
||
|
|
||
|
Sécurité (en XY) |
Dist sécu XY |
|
|
Gestion des rapides |
||
|
|
||
Paramètres de technologie
|
Zone de dialogue |
Paramètres |
|
|
Conditions de coupe |
Qualité |
Vitesse de coupe |
|
Avance par dent |
Sens de rotation |
|
|
Niveau |
Vitesse rotation |
|
|
Avance |
||
|
Avance rapide |
Numéro de gamme |
|
|
Numérotation des outils |
Numéro d'outil |
Numéro spécifique |
|
N° correcteur longueur |
N° correcteur diamètre |
|
|
Champs utilisateurs |
Commentaire |
Moyen de contrôle |
|
Milling Set |
|
|

Paramètres des options
|
Zone de dialogue |
Paramètres |
|
|
Comportement sur les brides et les composants |
||
|
Zone de sécurité |
||
|
Calcul des courbes |
Pas de segmentation |
|
|
|
||
|
|
||
|
Options de trajectoire |
Angle maxi |
|