|
|
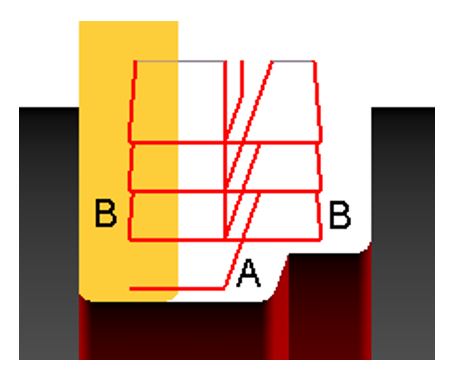
Werkzeugweg mit X-Schritten und Eintauchen in der Mitte der Nut. |
Eckpunkte
Die Eintauch- und Rückzugswinkel gewährleisten den Schutz des Werkzeugs. Anstatt vertikal einzutauchen und zurückzuziehen, können Sie 2 Winkel definieren.
|
|
Strategieparameter
|
Dialogbereich |
Parameter |
|
|
Werkzeugweg |
||
|
Seitliches Stechen |
2 Seiten Bearbeitung |
|
|
|
||
|
Bearbeitungsstrategie |
Picken Abstand |
|
|
Aufmaß in XY |
Schritt Tiefe |
|
|
Aufmaß in Z |
||
|
|
||
Bewegungsparameter
|
Dialogbereich |
Parameter |
|
|
Anfahr- und Rücklaufeigenschaften |
||
|
Schlicht Überlappung |
|
|
Technologieparameter
|
Dialogbereich |
Parameter |
|
|
Schnittgeschwindigkeit |
Qualität |
Schnittgesch. Vc |
|
Spindeldrehzahl n |
Getriebestufe |
|
|
Vorschub in Z |
Vorschubeinheit |
|
|
Vorschub in X |
Spindeldrehrichtung |
|
|
Maximale Drehzahl |
||
|
|
||
|
Werkzeugnummerierung |
Werkzeugnummer |
spezifische Nummer |
|
Radiuskorrektur |
Korrekturnummer 1 |
|
|
Korrekturnummer 2 |
|
|
|
Benutzerfelder |
Kommentar |
Überwachung |
|
Bearbeitungssatz |
|
|

Optionen Parameter
|
Dialogbereich |
Parameter |
|
|
Kollisionsmanagement |
||
|
Sicherheitsbereich |
||
|
Sicherheitsabstand in Z für Eilgänge |
Sicherheitsabstand in X für Eilgänge |
|
|
Kurvenberechnung |
Splinetoleranz |
Auflösen in |
|
als Rohteil zu behalten |
|
|
|
Optionen |
|
|