Zyklus: Direktnuten, Z-Ebene, Zickzack, W-Typ, Einfache O-Ring Nut, Zentrieren, Bohren, Bohren und Aufbohren, Gewindeschneiden, Gewindeschneiden, Abstechen, Vorschub mit Eintauchzyklen, Anfasen, Rändeln
Definition
Möglichkeit, die Verweilzeit während des Werkzeugwegs gemäß verschiedener Parameter zu programmieren:
-
Verweiltiefe
-
Verweileinheit
-
Verweilzeit
-
Endverweilzeit
Einstellungen
-
Wählen Sie zuerst die Einheit der Verweilzeit: Sie kann entweder in Sekunden oder in Rotation.
-
Dann können Sie die Verweiltiefe definieren, das ist der Abstand zwischen 2 Verweilzeiten.
-
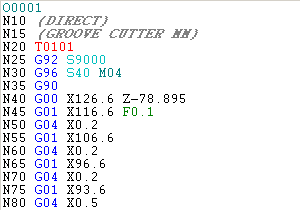
Verweilzeit ist der Wert in Sekunden oder Umdrehungen, der Code ist oft G04 mit einem Buchstaben (X oder U für Fanuc, F für Num zum Beispiel).
-
Endverweilzeit ermöglicht es, am Ende einen anderen Wert zu definieren, um im letzten Durchgang ein besseres Finish zu erzielen.
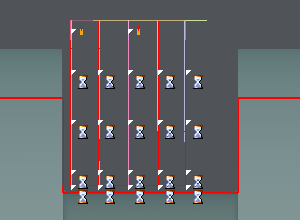
Die definierten Verweilzeiten werden auf dem Bildschirm mit dem Sanduhr Symbol angezeigt, wie im Bild unten gezeigt.
|
In diesem Beispiel:
|
|
|
|
Special case for Direct, Z Level and Wtype Grooving operations.
Die in der Strategie definierte Verweilzeit wird nicht auf den gesamten Werkzeugweg für diese 3 Operationen angewendet. In gewisser Weise kann man sagen, dass die Schruppdurchgänge in 2 Bahnen zerlegt werden:
-
Schruppdurchgänge: Vertikale Eintauchvorgänge werden vom Werkzeug durchgeführt und dort kann die Verweilzeit angewendet werden.
-
Vorschlicht-Durchgang: Das Werkzeug führt nach jedem Schrupp-Eintauchvorgang einen Durchgang am Profil aus. Dieser Durchgang wird durch den Parameter ' Profilbearbeitung ’.