This page refers to the robot strategy dialog in Version 6.12.207.
Abrufen :
Der Werkzeugweg des Zyklus wird im Voraus berechnet. Für jeden Punkt des Werkzeugwegs werden folgende Daten bereitgestellt:
-
Punktposition
-
Z-Achsen-Ausrichtung (X- und Y-Achse bleiben undefiniert)
Unterschiede zwischen 6-Achsen-Industrierobotern und herkömmlichen NC-Maschinen
-
Redundante Konfigurationen:
2 für Schulter, 2 für Ellbogen und 2 für Handgelenk → insgesamt 8 mögliche Konfigurationen. -
Redundante Drehungen (insbesondere auf J4 und J6):
Der gleiche kartesische Pfad kann mit J6 eingegeben werden [-180°, 180°] oder [180°, 540°] . -
Redundante Ausrichtungen des TCP (Tool Center Point):
6-Achsen-Industrieroboter bieten eine vollständig definierte Werkzeugausrichtung. Wenn die X- und Y-Achsen nicht vorher definiert werden, sind die möglichen Ausrichtungen unendlich.
Bedarf einer Referenzposition
Um einen Werkzeugweg mit teilweise undefinierter Ausrichtung ohne Mehrdeutigkeit in Roboter-Gelenkpositionen umzuwandeln, ist eine Referenzposition erforderlich. Daraus extrahieren wir:
-
Roboter-Referenzkonfiguration (wird während des gesamten Zyklus beibehalten).
-
Roboter-Referenz-Gelenkwinkel , an die die erste generierte Roboterposition angepasst wird (um Gelenkdrehungen, insbesondere J4 und J6, zu bestimmen).
-
Referenz-TCP-Ausrichtung , zur Definition der Werkzeugausrichtung beim Einfahren.
Die Referenzposition kann definiert werden als:
-
Gelenkformat (roboterspezifisch) → Werkzeugausrichtung über Vorwärtskinematik,
-
Kartesisches Format mit Konfiguration (generisch) → Gelenkpositionen über inverse Kinematik.
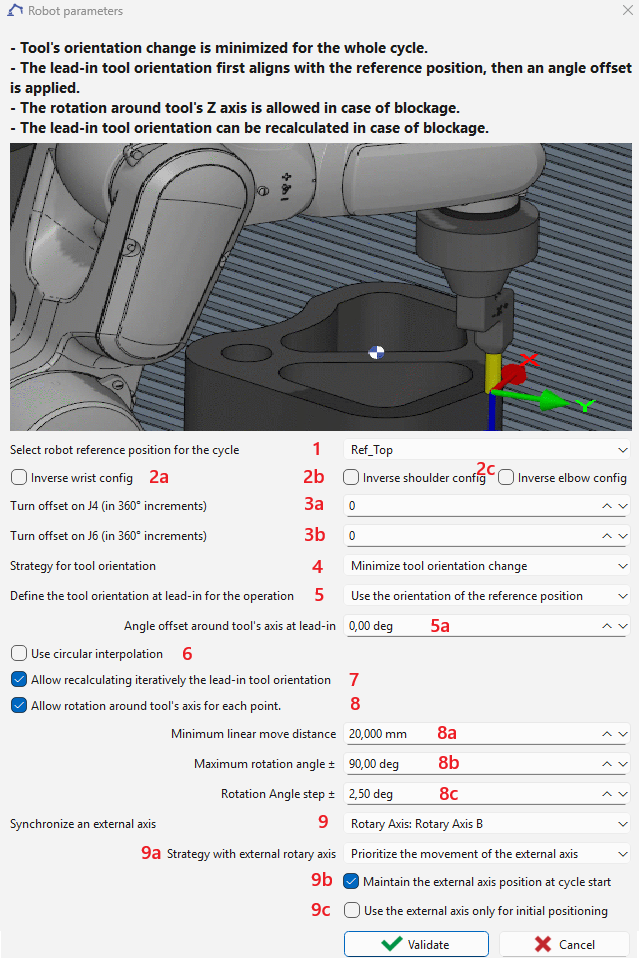
Roboter-Referenzposition ( 1 )
Die Referenzposition kann ausgewählt werden. Standardmäßig wird die Position des Roboters vor dem Zyklus verwendet. Diese Referenzposition wird verwendet für:
-
Definieren Sie die Schulter-Ellbogen-Handgelenk-Konfiguration , die während des gesamten Zyklus beibehalten wird (kann durch Optionen umgekehrt werden 2a , 2b , 2c ).
-
Definieren Sie eine Referenz-Gelenkwinkelposition , die verwendet wird, damit die erste generierte Gelenkposition so nah wie möglich an dieser liegt. Dies vermeidet Mehrdeutigkeiten in Achsen mit mehreren Drehungen (üblicherweise J4 und J6, manchmal endlos). Weitere Drehanpassungen können mit 3a und 3b .
-
Schlagen Sie eine Referenz-TCP-Ausrichtung vor (im Falle eines mitgeführten Werkzeugs). Die Werkzeugausrichtung beim Einfahren kann dann sein:
-
an dieser Referenzausrichtung ausgerichtet und um einen Versatzwinkel ( 5a ) gedreht, oder
-
an der Tangente des Werkzeugwegs mit einem festen Versatzwinkel ( 5b ) ausgerichtet, abhängig von der Option 5 .
-

Werkzeugausrichtungsmanagement ( 4 )
-
Zwei Modi sind verfügbar:
-
Minimieren Sie die Werkzeugausrichtungsänderung für achsensymmetrische Werkzeuge
-
Die Ausrichtung wird so stabil wie möglich gehalten.
-
Bei Bedarf kann diese Regel außer Kraft gesetzt werden, wenn Option 8 aktiviert ist.
-
-
Folgen Sie der Werkzeugwegtangente mit Versatz Für nicht achsensymmetrische Werkzeuge wie eine Klinge
-
-
Wenn eine kontinuierliche Bewegung (linear oder kreisförmig) aufgrund von Erreichbarkeit, Gelenkgrenzen oder Singularitäten fehlschlägt, dann im Minimieren Sie die Ausrichtungsänderung -Modus mit aktivierter Option 8 , kann der TCP um seine Z-Achse gedreht werden, um den Pfad ausführbar zu machen.
-
Nachteil: Dies kann zu großen Drehungen über kurze Distanzen führen, was zu unerwünschten Effekten führt (z. B. Überfräsen beim Entgraten). Optionen 8a und 8b helfen, dies zu verhindern.
-
-
Für Anfahr-, Rückzugs- oder Rückkehrpunkte (bei denen das Werkzeug nicht mit dem Teil in Kontakt steht) ist eine Drehung in beiden Modi immer zulässig.
Externe Achsen ( 9 )
Eine zusätzliche externe Achse kann definiert werden:
-
Lineare Achse, die den Roboter bewegt , kann mit der Roboter-Gelenkachse synchronisiert werden.
-
Rotationsachse, die das Teil bewegt , kann mit der Roboter-Gelenkachse synchronisiert werden.
-
Lineare Achse, die am Roboterflansch befestigt ist , die das Werkzeug entlang der Z-Achse des TCP bewegt, nur für Bohr-, Gewindeschneid- oder Gewindebohrzyklen wählbar. Diese Achse kann nicht mit der Roboter-Gelenkachse synchronisiert werden ).

Die Achse muss eine von Null verschiedene Kennung haben, um in diesem Dialog zur Auswahl verfügbar zu sein und sich mit den Roboterachsen zu synchronisieren.
Im Falle einer externen Achsensynchronisation sind zusätzliche Optionen 9a , 9b und 9c verfügbar.
9a — Synchronisationsstrategie mit der 7. Achse
Sie können die Synchronisationsstrategie zwischen dem Roboter und der 7. Achse auswählen:
-
Priorisieren Sie die Bewegung der 7. Achse :
Die Bewegung der 7. Achse wird priorisiert, um den Roboter so nah wie möglich an der Längsposition zu halten, die durch die ausgewählte Referenzposition relativ zur externen Achse definiert ist. -
Minimieren Sie die Werkzeugausrichtungsänderung :
Das System minimiert Variationen in der Werkzeugausrichtung (Z-Achse des Werkzeugrahmens, wie durch die Referenz definiert) während der synchronisierten Bewegung.
9b — Strategie für die Einfahrposition
Sie können auswählen, wie das System die Einfahrreferenzposition erreicht:
-
Nur Roboter-Ansatz :
Der Roboter bewegt sich zur Referenzposition, während die externe Achse stationär bleibt. -
Synchronisierter Ansatz :
Sowohl der Roboter als auch die externe Achse bewegen sich gleichzeitig, um die ausgewählte Referenzposition zu erreichen.
9c — Pfadausführungsmodus
Sie können definieren, ob der nachfolgende Pfad ausgeführt wird:
-
Sowohl vom Roboter als auch von der externen Achse , wodurch eine synchronisierte Bewegung ermöglicht wird, oder
-
Nur vom Roboter , wobei die externe Achse während der Pfadausführung fest bleibt. In diesem Modus wird die externe Achse nur für die Anfahrpositionierung verwendet und nimmt nicht an der koordinierten Bewegung während des Pfads teil.
Zusätzliche Optionen
-
2a , 2b , 2c : Invert shoulder, elbow, or wrist configuration.
-
3a , 3b : Apply a turn offset to J4 or J6.
-
Beispiel: Wenn J6 auf [-720°, 720°] begrenzt ist und sein Wert vor dem Zyklus 680° beträgt (in der Nähe der oberen Grenze), ändert die Anwendung eines Drehoffsets von -1 die Referenz-J6 auf 320° (680° – 360°).
-
-
5 : Select method for lead-in orientation.
-
6 : Activate circular interpolation.
-
7 : Wenn der Zyklus fehlschlägt, sucht GO2robot iterativ nach einer gültigen Einfahrausrichtung, wobei eine Winkelstufe in 8c definiert ist. Bei Erfolg wird der Wert 5a oder 5b mit dem neuen Parameter aktualisiert.
-
8: enable tool orientation change in mode Minimize tool orientation change . 8a , 8b : Additional constraints to avoid excessive orientation changes.