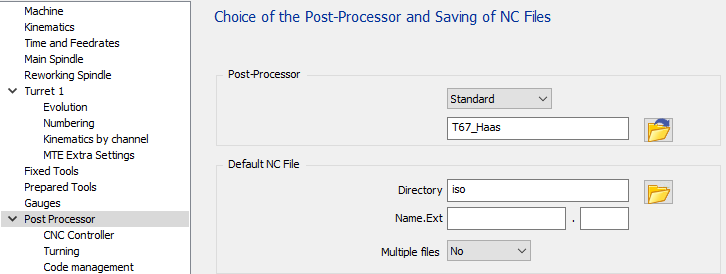
General Information
|
Der Standard verfügt über vier Konfigurationsseiten, um alle verfügbaren Optionen zu verwalten:
|
|
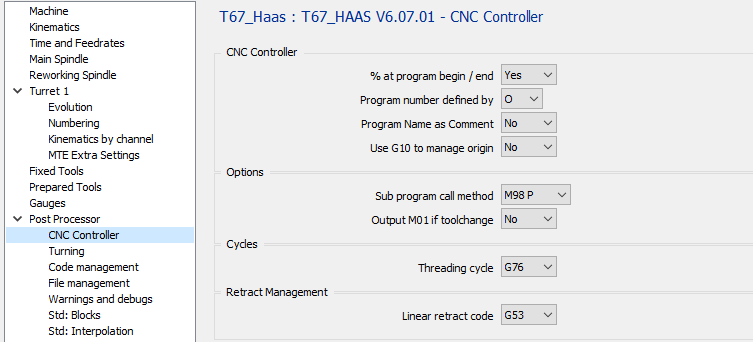
1 CNC Controller page
|
1.1 CNC Controller - % at program begin / end
|
Option |
Ergebnis |
|
Nein |
O1000 … … M30 |
|
Ja |
% O1000 … … M30 % |
1.2 CNC Controller - Program number defined by
|
Option |
Ergebnis |
|
O |
% O 1000 … … M30 % |
|
: |
% : 1000 … … M30 % |
1.3 CNC Controller - Program Name as comment
|
Option |
Ergebnis |
|
Nein |
% O1000 … … M30 % |
|
Ja |
% O1000 (TEILNAME) … … M30 % |
1.4 CNC Controller - Use G10 to manage origin
|
Option |
Ergebnis |
|
Nein |
% O1000 … … M30 % |
|
Ja |
% O1000 G10 L2 P1 X.. Y.. Z.. (G54) G10 L2 P2 X.. Y.. Z.. (G55) G10 L20 P1 X.. Y.. Z.. (G110) … … M30 % |
1.5 Cycles – Threading Cycle
|
Option |
Ergebnis |
|
G76 |
… G00 X44 G76 X38.506 Z-10. P1 K0.747 A60 D0.2 F1.25 … |
|
G92 |
… G92 X39 Z-43 G00 Z3 G92 X38 Z-43 G00 Z3 … |
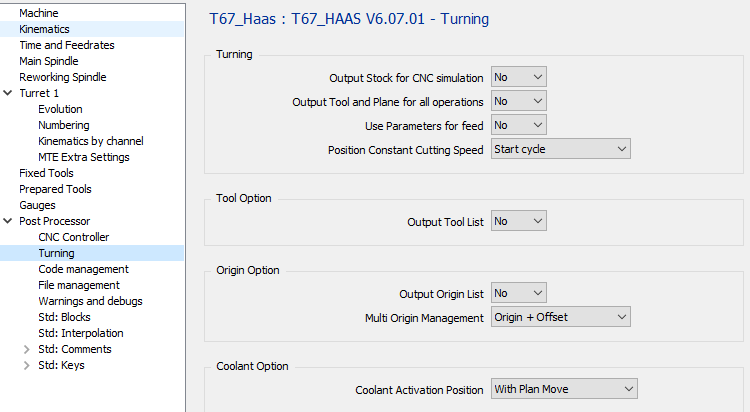
2 Turning page
|
2.1 Turning – Output Stock for CNC Simulation
Diese Option wird für Haas nicht verwendet, da es keine Rohteilsimulation auf der CNC gibt
|
Option |
Ergebnis |
|
Nein |
|
|
Ja |
|
2.2 Turning – Output Tool and Plane for all operations
|
Option |
Ergebnis |
|
Nein |
O1000 (FLÄCHE) T0101 G00 X20 Z2 … … (SCHRÜPPEN) G00 X20 Z2 … … |
|
Ja |
O1000 (FLÄCHE) T0101 G00 X20 Z2 … … (SCHRÜPPEN) T0101 G00 X20 Z2 … … |
2.3 Turning – Use Parameters for Feed
|
Option |
Ergebnis |
|
Nein |
… T0101 G00 X20 Z2 G01 Z-20 G95 F0.1 … … |
|
Ja |
#1 = 0.1 T0101 G00 X20 Z2 G01 Z-20 G95 F#1 … … |
2.4 Turning – Position Constant Cutting Speed
|
Option |
Ergebnis |
|
Zyklus starten |
T0101 G92 S9000 G96 S40 M04 G00 G90 X24. Z2.8… … |
|
Bearbeitung starten |
T0101 G97 S530 M04 G00 G90 X24. Z2.8 G92 S9000 G96 S40 M04 G01 G95 Z0. F0.1 … |
2.5 Tool Option – Output Tool List
|
Option |
Ergebnis |
|
Nein |
O1000 T0101 … … |
|
Ja |
O1000 (WERKZEUGLISTE START) (T1 CMNG 04) (T2 ...) (T3 ...) (WERKZEUGLISTE ENDE) T0101 … … |
2.6 Origin Option – Output Origin List
|
Option |
Ergebnis |
|
Nein |
O1000 T0101 … … |
|
Ja |
O1000 (NULLPUNKTLISTE START) (G54) (...) (NULLPUNKTLISTE ENDE) T0101 … … |
2.7 Origin Option – Multi Origin Management
|
Option |
Ergebnis |
|
Nur Nullpunkt |
% O1000 … G54 … |
|
Nullpunkt + Offset |
% O1000 … G54 G52 X10 Y20 Z10 … |
Ohne MTE:
Wenn die Option für jeden auf dem Teil definierten Nullpunkt auf „Nur Nullpunkt“ gesetzt ist, geben wir einen anderen G-Code aus, G54, dann G55, G56 usw. Das bedeutet, dass Sie durch die Anzahl der von der CNC verwalteten Nullpunkte begrenzt sind. Wenn Sie mehr Nullpunkte haben können, müssen Sie die zweite Option „Nullpunkt + Offset“ verwenden
Wenn die Option auf „Nullpunkt + Offset“ gesetzt ist, wird nur G54 ausgegeben und mit G52 versetzt
Mit MTE:
Der Nullpunkt kann im Namen des Nullpunkts mit der folgenden Syntax „$G54_“ definiert werden. Das bedeutet, dass G54 im NC-Programm verwendet wird. Wenn kein decodierter Name definiert ist, wird der Standardnullpunkt G54 ausgegeben.
Wenn Sie „Nullpunkt + Offset“ verwenden, dürfen Sie nur einen Nullpunkt für alle Ihre Operationen verwenden, da alle Offsets vom Referenzebenen-Nullpunkt oder Einzelnullpunkt berechnet werden.
Sie können jeden Text nach dem Unterstrich hinzufügen, um Ihren Offset zu erkennen „$G54_Up“, „$G54_Right“, …
2.8 Coolant Option – Coolant Activation Position
Die zweite und dritte Option liefern die gleiche Ausgabe für Drehoperationen.
Es gibt einen Unterschied bei Fräsoperationen mit Livetools.
|
Option |
Drehoperation |
Fräsoperation (Livetool) |
|
Mit Spindel |
… T0101 S1000 M03 M08 G00 X15 Z2 … |
… T0101 S1000 M03 M08 G00 X15 C0 Z2 … |
|
Mit Ebenenbewegung |
… … T0101 S1000 M03 G00 X15 Z2 M08 … |
… … T0101 S1000 M03 G00 X15 C0 M8 Z2 … |
|
Mit Tauchbewegung |
… T0101 S1000 M03 G00 X15 Z2 M08 … |
… T0101 S1000 M03 G00 X15. C0 Z2 M8 … |
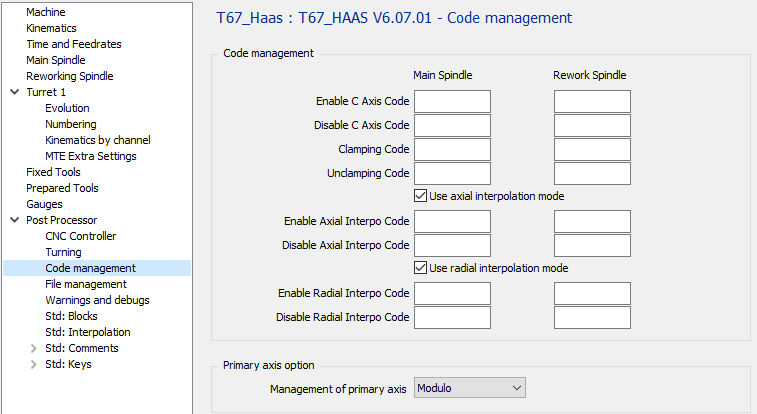
3 Code management page
|
3.1 Code Management – Enable C Axis Code
|
Option |
Ergebnis |
|
„leer“ |
… T0101 S1000 M3 G17 G28 G90 H0 M154 C10 … |
|
M51 |
… T0101 S1000 M3 G17 M51 G28 G90 H0 C10 … |
3.2 Code Management – Disable C Axis Code
|
Option |
Ergebnis |
|
„leer“ |
… X200 M155 M09 … |
|
M50 |
… X200 M50 M09 … |
3.3 Code Management – Clamping Code
Wenn das Feld leer ist, lautet der Code für die Hauptspindel M14 und für die Nacharbeitsspindel M114.
|
Option |
Hauptspindel |
Nacharbeitsspindel |
|
„leer“ |
… C10 M14 G01 Z-10 … |
… C10 M114 G01 Z-10 … |
|
M10 |
… C10 M10 G01 Z-10 … |
… C10 M10 G01 Z-10 … |
3.4 Code Management – Unclamping Code
Wenn das Feld leer ist, lautet der Code für die Hauptspindel M15 und für die Nacharbeitsspindel M115.
|
Option |
Ergebnis |
Nacharbeitsspindel |
|
„leer“ |
… G0 Z20 M15 C10 … |
… G0 Z20 M115 C10 … |
|
M11 |
… G0 Z20 M11 C10 … |
… G0 Z20 M11 C10 … |
3.5 Code Management – Use axial interpolation mode
Wenn die Maschine nicht über die Option G112 oder G12.1 verfügt, kann die Ausgabe zerlegt erfolgen.
Es wird keine Kreisinterpolation ausgegeben, verwenden Sie keinen Werkzeugversatz
|
Option |
Ergebnis |

|
Axiale Operation mit G112 ausgeben |
|
|
Axiale Operation zerlegt ausgeben |
3.6 Code Management – Enable Axial Interpo Code
Wenn das Feld leer ist, wird standardmäßig der Code G112 verwendet.
|
Option |
Ergebnis |
|
„leer“ |
… G01 Z-5 G112 … |
|
G12.1 |
… G01 Z-5 G12.1 … |
3.7 Code Management – Disable Axial Interpo Code
Wenn das Feld leer ist, wird standardmäßig der Code G113 verwendet.
|
Option |
Ergebnis |
|
„leer“ |
… G113 G00 Z20 … |
|
G13.1 |
… G13.1 G00 Z20 … |
5.8 Code Management – Use radial interpolation mode
Wenn die Maschine nicht über die Option G107 verfügt, kann die Ausgabe zerlegt erfolgen.
Es wird keine Kreisinterpolation ausgegeben, verwenden Sie keinen Werkzeugversatz
|
Option |
Ergebnis |

|
Axiale Operation mit G107 ausgeben |

|
Axiale Operation zerlegt ausgeben |
3.9 Code Management – Enable Radial Interpo Code
Es gibt keine radiale Interpolation von Haas CNC.
|
Option |
Ergebnis |
|
„leer“ |
|
|
G107 |
|
3.10 Code Management – Disable Radial Interpo Code
|
Option |
Ergebnis |
|
„leer“ |
|
|
G107 |
|
3.11 Primary axis option – Management of primary axis
|
Option |
Ergebnis |
|
Modulo |
… C0 … C359 C0 … |
|
Linear |
… C0 … C359 C360 … |
|
Inkremental |
… C0 … H1 H1 … |
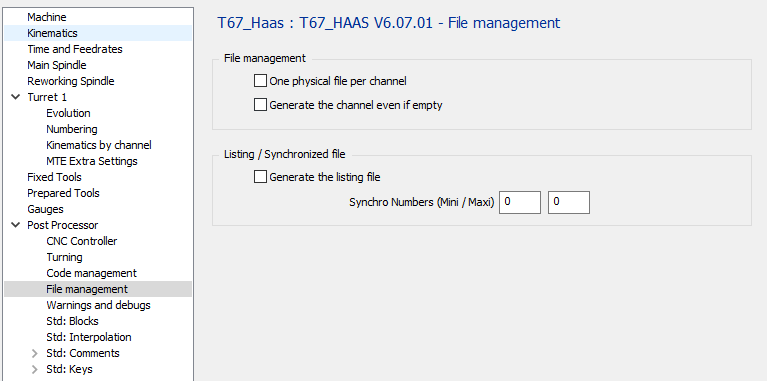
4 File management page
Es gibt keine Mehrkanal-Haas-CNC. Diese Option liefert die gleiche Ausgabe wie die Fanuc-Steuerung und wird aktualisiert, wenn die Haas-CNC über mehrere Kanäle verfügen kann.
|
4.1 File Management – One physical File per Channel
|
Option |
Datei 1 |
Datei 2 |
|
|
O1000 (ERSTES KANALPROGRAMM) … … M30
O1001 (ZWEITES KANALPROGRAMM) … … M30 |
|
|
|
O1000 (ERSTES KANALPROGRAMM) … … M30 |
O1001 (ZWEITES KANALPROGRAMM) … … M30 |
4.2 File Management – Generate the channel even if empty
|
Option |
Ergebnis |
|
|
Wenn ein Kanal leer ist, wird kein Programm ausgegeben |
|
|
Wenn ein Kanal leer ist, wird das Programm ausgegeben (aber leer (Nur O1001 und M30 werden ausgegeben) |
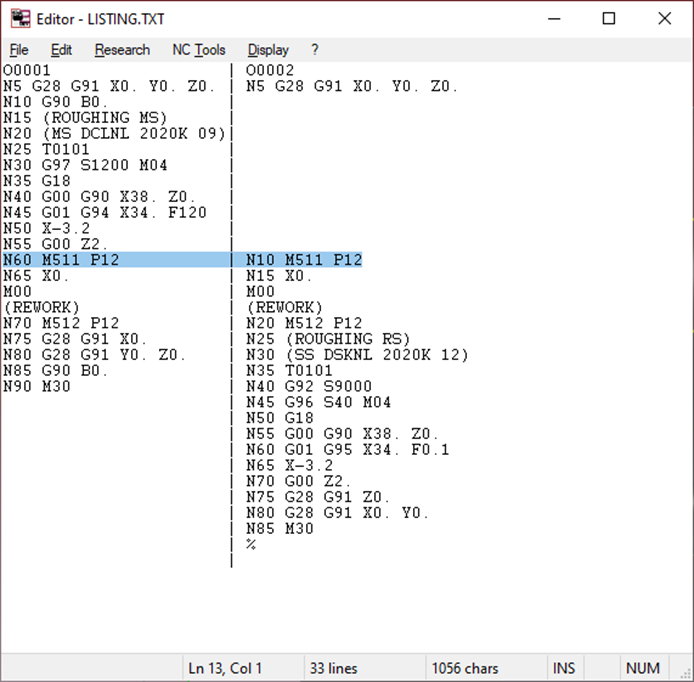
4.2.1 Listing / Synchronized File – Generate the Listing File
Sie müssen die Mini- und Maxi-Synchronisationsnummer einstellen, um die Liste auszugeben
|
Option |
Ergebnis |
|
|
Generieren Sie die Datei nicht, um die Synchronisierung zwischen den Kanälen anzuzeigen. |
|
|
Generieren Sie die Datei, um die Synchronisierung zwischen den Kanälen anzuzeigen. |
Die Datei mit dem Namen Listing.TXT wird vorübergehend generiert und angezeigt.
|
4.3 Listing / Synchronized File – Synchro Numbers (Mini / Maxi)
Definieren Sie hier die Synchronisationsnummern (z. B. 500 – 540)
Der Nachbearbeiter sucht nach den Synchronisationsnummern zwischen diesen Mini- und Maxi-Werten, um die Datei Listing.TXT zu generieren.
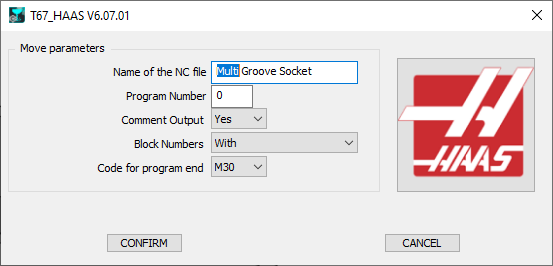
5 Launch page
|
5.1 Name of the NC File :Define here the Name of the generated NC file.
Die Erweiterung ist in der MCF-Konfiguration zu definieren.
5.2 Program Number : If 0 is defined, the program Number will be set to 1.
|
Option |
Ergebnis |
|
0 |
% O0001 … … |
|
“10” |
% O0010 … … |
|
“1234” |
% O1234 … … |
5.3 Comment Output :
|
Option |
Ergebnis |
|
Nein |
… T0101 … |
|
Ja |
… (PLANFRÄSEN) (CNMG 04) T0101 … |
5.4 Block Numbers :
|
Option |
Ergebnis |
|
Mit |
O1000 N5 T0101 N10 G00 X10 Z20 N15 Z10 … … N50 T0202 N55 G00 X20 Z20 N60 Z10 … … |
|
Ohne |
O1000 T0101 G00 X10 Z20 Z10 … … T0202 G00 X20 Z20 Z10 … … |
|
Nur Werkzeugwechsel |
O1000 N5 T0101 G0 X10 Z20 Z10 … … N10 T0202 G0 X20 Z20 Z10 … … |
5.5 Code for Program End :
|
Option |
Ergebnis |
|
M30 |
… … … M30 % |
|
M02 |
… … … M02 % |
|
M99 |
… … … M99 % |