|
|
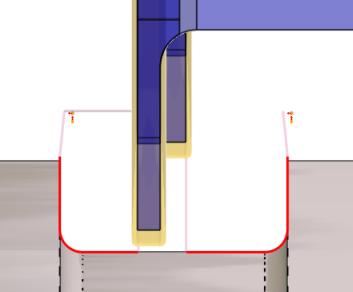
Dieser Schlichtzyklus soll nach anderen Einstichzyklen verwendet werden. Er hat aber auch einen spezifischen Verwendungszweck:
|
Wichtige Punkte
|
|
Strategieparameter
|
Dialogbereich |
Parameter |
|
|
Werkzeugweg |
||
|
Bearbeitungsstrategie |
||
|
XY Aufmaß |
||
|
Z Aufmaß |
||
Bewegungsparameter
|
Dialogbereich |
Parameter |
|
|
Anfahr- und Rücklaufeigenschaften |
||
|
Berechnung mit Werkzeugradius |
Anfahren/Abfahren |
|
Technologieparameter
|
Dialogbereich |
Parameter |
|
|
Schnittgeschwindigkeit |
Qualität |
Schnittgesch. Vc |
|
Spindeldrehzahl n |
Getriebestufe |
|
|
Vorschub in Z |
Vorschubeinheit |
|
|
Vorschub in X |
Spindeldrehrichtung |
|
|
Maximale Drehzahl |
||
|
|
||
|
Werkzeugnummerierung |
Werkzeugnummer |
spezifische Nummer |
|
Radiuskorrektur |
Korrekturregister Länge |
|
|
Korrekturnummer 2 |
|
|
|
Benutzerfelder |
Kommentar |
Überwachung |
|
Bearbeitungssatz |
|
|

Optionen Parameter
|
Dialogbereich |
Parameter |
|
|
Kollisionsprüfung |
||
|
Sicherheitsbereich |
||
|
Kurvenberechnung |
Splinetoleranz |
Auflösen in |
|
|
||
|
Optionen |
|
|