|
|
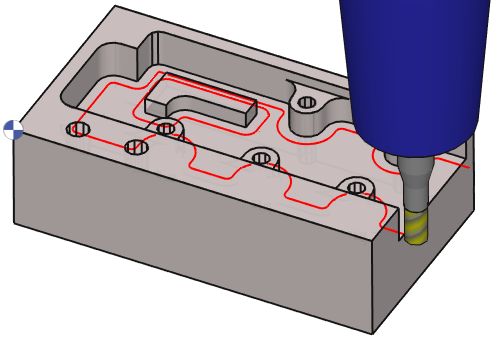
Dieser Zyklus ist ein Konturzyklus mit Kompensation nach einem Taschenschruppen. Er basiert auf der Geometrie, die beim Auswählen des Taschenzyklus angezeigt wird. Klassischer Prozess für die Taschenbearbeitung: Tasche (oder Tasche + Kontur) + Rest Tasche + vielleicht Finish Contour . |
Wichtige Punkte
|
|
Strategieparameter
|
Dialogbereich |
Parameter |
|
|
Werkzeugwegstrategie |
||
|
Werkzeugweg und Kompensation |
||
|
Schlicht Überlappung |
||
|
Werkzeug- und Rohteilaufmaß in Tasche |
||
|
Z-Schritte berechnen |
||
|
Aufmaße |
||
|
Erweiterung |
||
Bewegungsparameter
|
Dialogbereich |
Parameter |
|
|
Sicherheit |
||
|
An- und Abfahrt in Z |
||
|
|
||
|
Sicherheit (in XY) |
XY Sicherheitsabstand |
|
|
Verwaltung von Eilgängen |
||
|
|
||
Technologieparameter
|
Dialogbereich |
Parameter |
|
|
Schnittbedingungen |
Qualität |
Schnittgesch. Vc |
|
Vorschub pro Zahn |
Spindeldrehrichtung |
|
|
Ebene |
Spindeldrehzahl n |
|
|
Vorschubeinheit |
||
|
Eilgang |
Getriebestufe |
|
|
Werkzeugnummerierung |
Werkzeugnummer |
spezifische Nummer |
|
Korrekturregister Länge |
Korrekturregister Durchmesser |
|
|
Benutzerfelder |
Kommentar |
Überwachung |
|
Frässatz |
|
|

Parameteroptionen
|
Dialogbereich |
Parameter |
|
|
Verhalten an den Klemmen und Komponenten |
||
|
Sicherheitsbereich |
||
|
Kurvenberechnung |
Auflösen in |
|
|
|
||
|
|
||
|
Werkzeugwegoptionen |
Max Winkel |
|