|
|
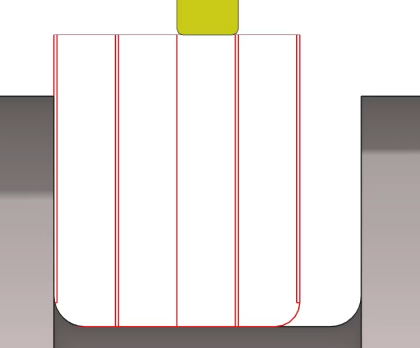
Bearbeitung der Nut mit Schritten in Z-Achse und direktem Eintauchen in X-Achse |
Schlüsselpunkte
|
|
Strategieparameter
|
Dialogbereich |
Parameter |
|
|
Werkzeugweg |
||
|
Direktes Nutfräsen |
||
|
Bearbeitungsstrategie |
Z-Schritt |
|
|
XY Rohteilzuschlag |
||
|
Z Rohteilzuschlag |
||
Bewegungsparameter
|
Dialogbereich |
Parameter |
|
|
Anfahr- und Rückfahrverhalten |
||
|
Schlicht Überlappung |
|
|
Technologieparameter
|
Dialogbereich |
Parameter |
|
|
Schnittbedingungen |
Qualität |
Schnittgesch. Vc |
|
Spindeldrehzahl |
Getriebestufe |
|
|
Vorschub in Z |
Vorschubeinheit |
|
|
Vorschub in X |
Spindeldrehrichtung |
|
|
Zustellvorschub |
Max Drehzahl |
|
|
Werkzeugnummerierung |
Werkzeugnummer |
spezifische Nummer |
|
Radiuskorrektur |
Korrekturregister Länge |
|
|
Korrekturnummer 2 |
|
|
|
Benutzerfelder |
Kommentar |
Steuergerät |
|
Bearbeitungsatz |
|
|
Optionsparameter
|
Dialogbereich |
Parameter |
|
|
Management von Kollisionen |
||
|
Sicherheitsbereich |
||
|
Kurvenberechnung |
Splinetoleranz |
Kurve explodieren in |
|
|
||