|
|
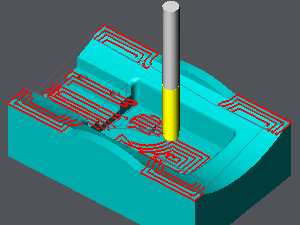
GO2cam 研究拓撲區域,其中 斜率為空 ,並將 2D 挖槽循環 應用於這些區域。 |
重點
|
此循環是 補充 在 Z 水準上運作的循環。
|
|
策略參數
移動參數
|
對話框區域 |
參數 |
|
|
安全(在 Z 方向) |
||
|
在 Z 方向逼近和退回 |
||
|
|
||
|
Z 向切入 |
||
|
快速移動管理 |
||
|
|
||
|
安全(在 XY 方向) |
XY 向安全距離 |
SD/ 刀柄 |
|
刀把管理 |
|
|
技術參數
|
對話框區域 |
參數 |
|
|
切削條件 |
品質 |
固定切削線速 |
|
每刃進給 |
主軸方向 |
|
|
水準 |
主軸轉速 |
|
|
進給 |
||
|
轉速範圍碼 |
||
|
|
||
|
刀具編號 |
刀具編號 |
特定編號 |
|
長度補償號碼 |
刀徑補正編號 |
|
|
使用者欄位 |
注釋 |
控制器設備 |
|
銑削設定 |
|
|
